Tubs de polietilè per a gasoductes: tipus i particularitats de col·locació de canonades de polietilè
Anteriorment, en instal·lar comunicacions industrials i domèstiques, s'utilitzaven canonades de ferro colat, acer i coure. Amb l'arribada de polímers que no són inferiors als productes metàl·lics en resistència, resistència al desgast i inercia als productes químics, es va començar a produir material de canonada a partir de polipropilè, polietilè, clorur de polivinil, polibutilè, etc.
Les canonades de polietilè per a gasoductes han demostrat ser pràctiques, flexibles, lleugeres, facilitant molt el transport i la instal·lació. Si decidiu gasificar una casa privada, seria una bona idea conèixer amb més detall les característiques tècniques, les condicions i els mètodes d'instal·lació de canonades de polietilè.
El contingut de l'article:
Tubs de HDPE per a gasoductes
El polietilè de baixa densitat s'utilitza no només per a la fabricació d'elements de gasoducte. També s'utilitza per a la instal·lació d'altres comunicacions: subministrament d'aigua, clavegueram, canonades tècniques de protecció. Els tipus de canonades difereixen en composició, característiques i marques.
Ens centrem en els productes per al transport de gas, la producció dels quals està subjecta als requisits GOST R 50838-2009 (edició obsoleta - GOST R 50838-95).
Tipus i mides
Les canonades de pressió de polímer per a gas només poden consistir en polietilè o estan reforçades amb capes addicionals.
Així, hi ha tres tipus:
- polietilè, inclosos els marcats amb franges grogues;
- polietilè amb capes de coextrusió situades a l'interior o a l'exterior;
- polietilè amb una carcassa protectora termoplàstica, que s'ha de treure abans de la instal·lació.
Tots els tipus de material de canonades estan dissenyats per transportar diversos gasos que compleixen els estàndards GOST 5542 i s'utilitzen com a matèries primeres o combustible per a necessitats industrials i domèstiques. S'accepten restriccions per a l'ús de canonades: màx. pressió – 1,2 MPa, treball màxim. temperatura -/+40°С.

Els productes industrials es subministren en seccions de 5-24 m, múltiples de 0,25 m, però amb més freqüència que la longitud mitjana, convenient per al transport amb equips especials, per exemple, 13 m. Enrotllar una canonada prima en una bobina requereix diferents longituds, però més sovint es poden trobar bobines de 200, 500, 700 m. És possible produir productes d'altres longituds, però només amb acord amb els clients.
Segons el gruix de les parets i esclau. Les pressions de les canonades es divideixen en dos tipus:
- PE-80. Gruix de la paret - 2-3 mm, treballant. pressió - 3-6 MPa; adequat per a canonades de gas i aigua;
- PE-100. Gruix de paret - 3,5 mm, treballant. pressió - 8-12 MPa; Es tracta d'una versió millorada de PE 80, caracteritzada per una resistència a la calor i una major densitat.
PE (opcions - PE, PE) en el nom és polietilè, els números 80 i 100 són graus de polietilè.
Des del punt de vista de la viabilitat econòmica, el grau PE 100 s'utilitza quan s'instal·la un gasoducte d'alta pressió o en casos especials, per exemple, per a la reconstrucció d'una antiga línia principal desgastada o la construcció de branques experimentals amb un pressió de 0,6 MPa i superior.
Característiques tècniques i marcatges
Les canonades de polietilè fabricades en fàbrica estan subjectes als requisits enumerats a GOST R 50838-2009. Aquests inclouen recomanacions d'aspecte i propietats tècniques.

Pel que fa al color, la possibilitat de variabilitat:
- PE 80 – groc;
- PE 100: groc, taronja, negre amb ratlles grogues/taronges distribuïdes uniformement.
El document també especifica estàndards per a característiques com la resistència a pressió interna constant, l'allargament a la ruptura, la resistència a la propagació d'esquerdes, l'estabilitat tèrmica i la soldabilitat.

El marcatge no ha d'afectar la qualitat del material, és a dir, provocar esquerdes, inflor, etc.
Les lletres i els números han de ser fàcils de llegir, llegibles i comprensibles. Les obligatòries inclouen:
- marca comercial o nom del fabricant;
- símbol de la canonada;
- data de fabricació;
- diàmetre nominal/gruix de paret;
- cita;
- GOST
Les dades restants (nom del país, número de lot, etc.) es proporcionen segons es desitgi.
Per exemple, mirem una de les mostres:
Sfera LLC PE 80 SDR 11 - 150x10,5 GAS GOST R 50838-2009
- LLC "Sfera" - fabricant
- PE-80 – tipus de tub de polietilè
- SDR 11: relació de mida estàndard
- 150 - diàmetre
- 10,5 – gruix de paret
- GAZ - propòsit
- GOST R 50838-2009 - document regulador
Mitjançant el marcatge és fàcil determinar si les canonades són aptes per a ús domèstic o industrial, si corresponen a la finalitat i al diàmetre previst.
Avantatges i desavantatges del polietilè
A causa dels avantatges del polietilè, s'utilitza per transportar un tipus de combustible tan perillós com el gas natural.
Els principals avantatges inclouen qualitats com ara:
- Propietats aïllants elèctrics. El polietilè és un dielèctric complet i no condueix corrents elèctrics. No cal posar a terra durant la instal·lació.
- Resistència a productes químics agressius, que pot estar continguda en el sòl o en la producció.
- Sense corrosió, possibilitat d'ús en ambients humits.
- Plàstic, gràcies al qual la canonada està protegida dels moviments del sòl, l'expansió durant la congelació i els cops d'ariet.
- Passivitat a la transmissió de vibracions acústiques.
El grau de resistència al desgast és bastant alt: els fabricants de canonades modernes de PE per a gas ofereixen una garantia de 30 a 50 anys.

Els desavantatges inclouen una propietat del polietilè com la fotodestrucció. Això significa que el material envelleix ràpidament i s'enfonsa sota la influència de la radiació ultraviolada. Per tal de millorar d'alguna manera la resistència del polietilè a la radiació solar, s'afegeix pigment negre al material com a agent estabilitzant.
Altres desavantatges inclouen un petit rang de temperatures de funcionament de la substància transportada, la permeabilitat a l'oxigen i la dependència de les característiques tècniques de la temperatura externa.
A causa dels inconvenients enumerats, les canonades de gas fetes amb tubs de polietilè només s'utilitzen a terra; els anàlegs metàl·lics s'instal·len a les zones obertes.
Instal·lació de canonades de gas de polietilè
Està prohibit instal·lar de manera independent un gasoducte a una llar privada o instal·lació industrial. Això ho hauria de fer una organització que tingui una llicència i el dret a realitzar aquest tipus de treballs, justificat per una llicència. També duu a terme el manteniment en el futur: treballs de comprovació, prova o reparació.

En primer lloc, obtenen el permís per dur a terme treballs de construcció, creen un paquet d'estimacions de disseny i construeixen un eix d'alineació geodèsica. A continuació, realitzen els preparatius, que inclouen la planificació de rutes, moviments de terres, transport i col·locació de canonades, instal·lació eina de soldadura. I només llavors comencen directament al treball d'instal·lació: col·locació i soldadura de canonades.
Visió general dels mètodes de connexió de canonades
El polietilè és diferent perquè quan s'escalfa canvia les seves propietats i es fon. Aquesta qualitat s'utilitza per crear connexions permanents de gasoductes, és a dir, per soldadura de canonades.
Hi ha dos mètodes de soldadura:
- cul, sense l'ús d'elements modelats;
- electrofusió, utilitzant accessoris electroresistius.
El primer mètode s'utilitza amb finalitats industrials, per soldar canonades de gran diàmetre, el segon - per crear branques de gas domèstic a partir de la xarxa principal.
Si es requereix una connexió desmuntable, s'utilitza el tercer mètode: compressió. Els extrems de les canonades estan connectats amb accessoris de compressió, que es poden treure o substituir si cal.

Primer, mirem com es realitza la soldadura. El treball preparatori es realitza segons el mateix pla:
- Selecció i verificació de materials i eines d'instal·lació. Es netegen els escalfadors, els rascadors i els talladors, s'eliminen els residus de polietilè i la pols i s'eixuguen amb un dissolvent. Les superfícies de fregament i els components estan lubricats. Seleccioneu revestiments i pinces que siguin adequats en diàmetre.
- Selecció dels paràmetres de soldadura. Es programen les eines i s'introdueixen determinats paràmetres a la memòria de l'equip de calefacció.
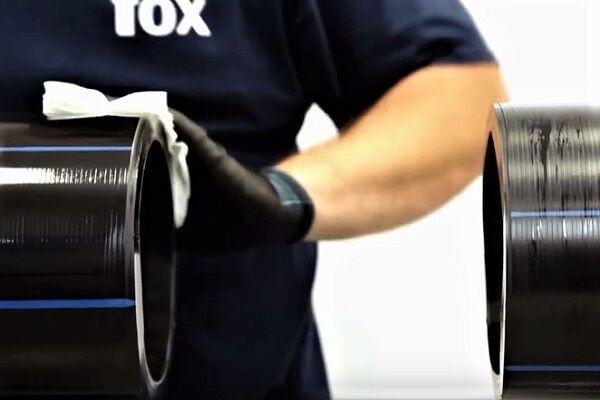
- Preparació de la zona de treball. Els extrems de les canonades es netegen de sorra, argila adherida, pols i s'eixuguen. Els extrems lliures estan coberts amb taps. Els extrems oxidats es netegen amb rascadors.
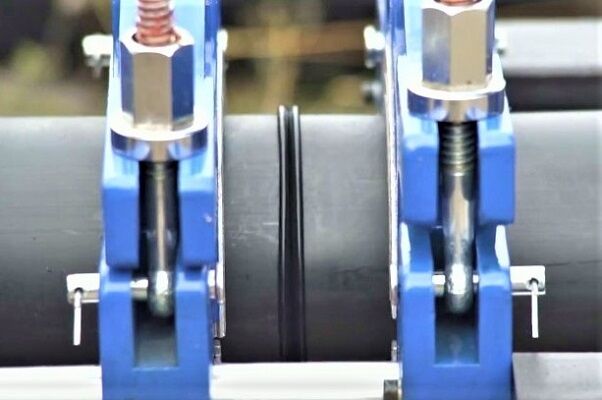
- Fixació i centratge de canonades. Abans de soldar, cal eliminar l'ovalitat, de manera que els extrems de les canonades es centren i després s'asseguren a la posició desitjada, exactament enfront de l'altre.
- Finalitzar el processament. Els xips de 0,1-0,3 mm de gruix s'eliminen de la superfície als extrems. L'espai entre les seccions connectades d'extrem a extrem no ha de ser superior a 0,3 mm. Després de la neteja, cal soldar sense permetre la contaminació.
Després del treball preparatori, es realitza la soldadura.
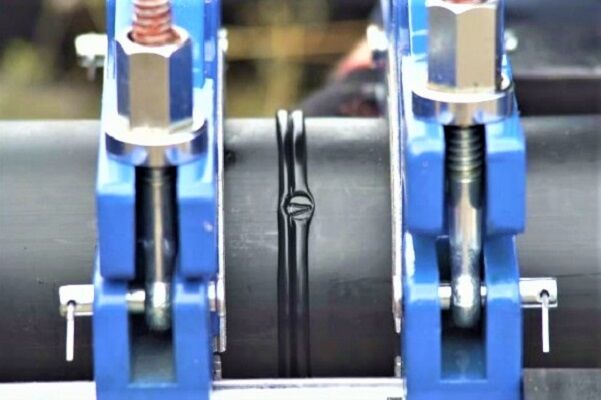
Connexió de soldadura a tope es produeix a causa de la "fusió" dels extrems fosos. La fusió es pot aconseguir mitjançant una eina de calefacció amb un element de treball de disc.
Durant el procés de soldadura, és important tenir en compte criteris com la temperatura i el temps de fusió, la força de pressió dels extrems, la durada del període de revolt, la pressió durant el revolt i el temps de refredament.
Ordre de treball:
Els signes d'una costura fiable són una cicatriu uniforme i uniforme, la incapacitat de separar la canonada aplicant força. Una unió soldada amb el mètode de fusió es considera molt resistent i no requereix mesures de segellat addicionals.
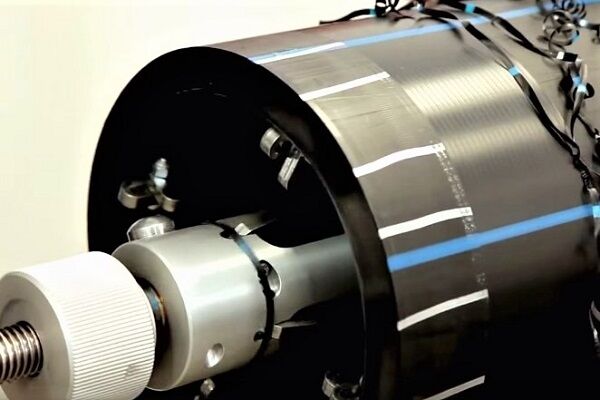
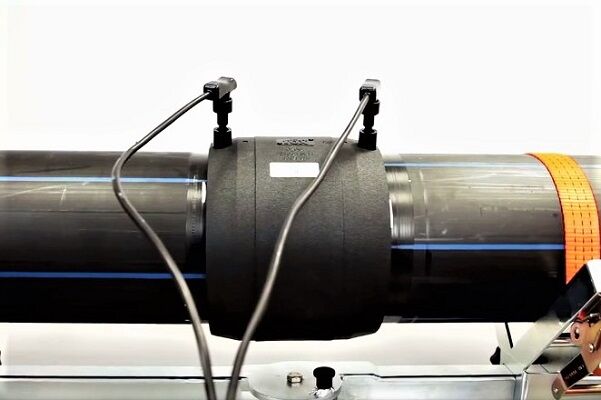
segona via - electrofusió - caracteritzat per la presència d'elements de connexió: acoblaments, adaptadors, corbes, tees.Una espiral metàl·lica s'uneix a la superfície interior dels accessoris, que s'escalfa pel corrent elèctric i fon el polietilè. Com a resultat, els accessoris "creixen junts" amb les canonades, formant connexions permanents.
En triar elements per connectar canonades de gas de polietilè, així com durant el procediment, és important tenir en compte paràmetres com ara la tensió actual, la soldadura i el temps de refrigeració.
La tecnologia és més senzilla que la soldadura a tope i es produeix en l'ordre següent:
Les màquines de soldadura modernes estan equipades amb un panell de control amb pantalla. El procediment es realitza segons el programa seleccionat en funció del tipus de canonada.
Connexions desmuntables S'utilitzen molt rarament quan es construeix un gasoducte. També s'utilitzen accessoris per a això, però es fixen mecànicament, sense calefacció.
Els elements de connexió consten de dues parts: una virola i una carcassa. Com a resultat de l'estrenyiment de les peces roscades, s'obté una connexió forta però inestable. Si es necessita una fiabilitat addicional, les parts de la connexió s'ajusten amb cargols i femelles.
Normes per a la construcció d'un gasoducte HDPE
Quan s'instal·len i operen canonades de polietilè, s'han d'observar moltes regles per garantir tant el bon funcionament del gasoducte i els equips com la seguretat dels usuaris.
Hi ha moltes prohibicions a la construcció d'autopistes. Per exemple, és impossible conduir gas mitjançant canonades de HDPE en sòls rocosos i altament aixecats, així com sòls de subsidència tipus 2. Si una zona és propensa als terratrèmols i hi ha sismicitat per sobre dels 6 punts, cal utilitzar un material diferent per a la instal·lació de comunicacions.

Si es permet l'ús de canonades HDPE, s'han de complir una sèrie de condicions. Per exemple, en pendents pronunciats cal protegir el gasoducte de la possible erosió de les rases i prendre mesures addicionals per reforçar-les.
Quan es creuen col·lectors o canals subterranis, clavegueram o comunicacions d'energia, els pous, les canonades de polietilè es tanquen en caixes metàl·liques. La distància des de la superfície del gasoducte fins a la paret interior de la caixa és d'almenys 10 cm.
Es poden col·locar dos o més gasoductes en una rasa, però cada branca ha de ser accessible per al seu manteniment o reparació.
A les regions del nord, on la temperatura baixa per sota dels -40 °C, la profunditat d'instal·lació augmenta a 2,0-3,2 m.
Aprendràs a col·locar un gasoducte en una caixa i introduir-lo a una casa que es gasifica. següent article, que recomanem a tots els propietaris de propietats rurals que llegeixin.
Conclusions i vídeo útil sobre el tema
Normes per a la soldadura per electrofusió:
Sobre les característiques de la soldadura a tope:
Com funciona una màquina de soldadura per a canonades HDPE:
L'ús de canonades de polietilè per a la gasificació d'instal·lacions industrials i residencials s'ha convertit en tradicional.
HDPE és un material durador i fiable que no causa preocupació. Però la instal·lació del gasoducte ha de ser realitzada exclusivament per instal·ladors de xarxes de gas que tinguin experiència i coneguin la tecnologia de la soldadura de polietilè.
Si us plau, deixeu comentaris al formulari de bloc següent, publiqueu fotos relacionades amb el tema de l'article i feu preguntes. Comparteix la teva pròpia experiència en la instal·lació d'un gasoducte de polietilè. És possible que la informació i les recomanacions que proporcioneu siguin útils per als visitants del lloc.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}