Polyetylenové trubky pro plynovody: typy a specifika pokládky polyetylenových potrubí
Dříve se při instalaci průmyslových a domácích komunikací používaly trubky z litiny, oceli a mědi. S příchodem polymerů, které nejsou horší než kovové výrobky v pevnosti, odolnosti proti opotřebení a inertnosti vůči chemikáliím, se trubkový materiál začal vyrábět z polypropylenu, polyethylenu, polyvinylchloridu, polybutylenu atd.
Polyetylenové trubky pro plynovodní potrubí se osvědčily jako praktické, flexibilní, lehké, což značně usnadňuje přepravu a instalaci. Pokud se rozhodnete zplynovat soukromý dům, pak by bylo dobré dozvědět se podrobněji o technických vlastnostech, podmínkách a způsobech instalace polyetylenových trubek.
Obsah článku:
HDPE trubky pro plynovody
Nízkohustotní polyethylen se používá nejen pro výrobu prvků plynovodů. Používá se také pro instalaci dalších komunikací - vodovod, kanalizace, ochranná technická potrubí. Typy trubek se liší složením, vlastnostmi a značením.
Zaměřme se na produkty pro přepravu plynu, na jejichž výrobu jsou kladeny požadavky GOST R 50838-2009 (zastaralé vydání - GOST R 50838-95).
Typy a velikosti
Polymerové tlakové trubky pro plyn mohou sestávat pouze z polyethylenu nebo jsou vyztuženy dalšími vrstvami.
Existují tedy tři typy:
- polyethylen, včetně těch, které jsou označeny žlutými pruhy;
- polyethylen s koextruzními vrstvami umístěnými uvnitř nebo vně;
- polyethylen s termoplastickým ochranným pláštěm, který je nutné před instalací odstranit.
Všechny druhy potrubního materiálu jsou určeny pro přepravu různých plynů, které splňují normy GOST 5542 a používají se jako suroviny nebo palivo pro průmyslové a domácí potřeby. Omezení pro použití potrubí jsou přijímána: max. tlak – 1,2 MPa, max. prac. teplota -/+40°С.

Průmyslové výrobky jsou dodávány v sekcích 5-24 m, násobcích 0,25 m, ale častěji než průměrná délka, vhodné pro přepravu speciálním zařízením - například 13 m. Navíjení tenké trubky ve svitku vyžaduje různé délky, ale více často se můžete setkat s náviny 200, 500, 700 m. Je možné vyrábět výrobky jiných délek, ale pouze po dohodě se zákazníky.
V závislosti na tloušťce stěn a slave. tlaky v potrubí se dělí na dva typy:
- PE-80. Tloušťka stěny – 2-3 mm, prac. tlak – 3-6 MPa; vhodné pro plynové a vodovodní potrubí;
- PE-100. Tloušťka stěny – 3,5 mm, prac. tlak – 8-12 MPa; Jedná se o vylepšenou verzi PE 80, vyznačující se tepelnou odolností a zvýšenou hustotou.
PE (možnosti - PE, PE) v názvu je polyetylen, čísla 80 a 100 jsou druhy polyetylenu.
Z hlediska ekonomické proveditelnosti se jakost PE 100 používá při instalaci vysokotlakého plynovodu nebo ve speciálních případech - např. při rekonstrukci starého opotřebovaného hlavního vedení nebo výstavbě experimentálních větví s prův. tlak 0,6 MPa a více.
Technické vlastnosti a značení
Továrně vyráběné polyethylenové trubky podléhají požadavkům uvedeným v GOST R 50838-2009. Patří mezi ně doporučení pro vzhled a technické vlastnosti.

Co se týče barvy, možnost variability:
- PE 80 – žlutá;
- PE 100 – žlutá, oranžová, černá se žluto/oranžovými pruhy rovnoměrně rozmístěnými.
Dokument také specifikuje normy pro takové charakteristiky, jako je odolnost při konstantním vnitřním tlaku, prodloužení při přetržení, odolnost proti šíření trhlin, tepelná stabilita a svařitelnost.

Značení by nemělo ovlivňovat kvalitu materiálu, to znamená vyvolávat praskliny, bobtnání atd.
Písmena a čísla musí být dobře čitelná, čitelná a srozumitelná. Mezi povinné patří:
- obchodní značka nebo název výrobce;
- symbol dýmky;
- datum výroby;
- jmenovitý průměr/tloušťka stěny;
- jmenování;
- GOST
Zbývající údaje – název země, číslo šarže atd. – jsou poskytnuty podle potřeby.
Podívejme se například na jeden z příkladů:
Sfera LLC PE 80 SDR 11 - 150x10,5 GAS GOST R 50838-2009
- LLC "Sfera" - výrobce
- PE-80 – typ polyetylenové trubky
- SDR 11 – standardní poměr velikosti
- 150 – průměr
- 10,5 – tl
- GAZ - účel
- GOST R 50838-2009 – regulační dokument
Označením lze snadno určit, zda jsou trubky vhodné pro domácí nebo průmyslové použití, zda odpovídají jejich zamýšlenému účelu a průměru.
Výhody a nevýhody polyethylenu
Vzhledem k výhodám polyetylenu se používá k přepravě tak nebezpečného druhu paliva, jakým je zemní plyn.
Mezi hlavní výhody patří vlastnosti jako:
- Elektroizolační vlastnosti. Polyethylen je kompletní dielektrikum a nevede elektrické proudy. Při instalaci není potřeba žádné uzemnění.
- Odolnost vůči agresivním chemikáliím, které mohou být obsaženy v půdě nebo ve výrobě.
- Žádná koroze, možnost použití ve vlhkém prostředí.
- Plastický, díky kterému je potrubí chráněno před pohyby zeminy, rozpínáním při zamrzání a vodním rázem.
- Pasivita k přenosu akustických vibrací.
Stupeň odolnosti proti opotřebení je poměrně vysoký - výrobci moderních PE potrubí na plyn poskytují záruku 30 až 50 let.

Nevýhody zahrnují takovou vlastnost polyethylenu, jako je fotodestrukce. To znamená, že materiál rychle stárne a drolí se vlivem ultrafialového záření. Aby se nějak zlepšila odolnost polyethylenu vůči slunečnímu záření, přidává se do materiálu černý pigment jako stabilizační činidlo.
Mezi další nevýhody patří malý rozsah pracovních teplot dopravované látky, propustnost pro kyslík a závislost technických vlastností na vnější teplotě.
Vzhledem k uvedeným nevýhodám se plynovody vyrobené z polyetylenových trubek používají pouze v zemi, kovové analogy jsou instalovány na otevřených prostranstvích.
Montáž polyetylenových plynových potrubí
Je zakázáno samostatně instalovat plynovod do soukromého domu nebo průmyslového zařízení. To by měla provádět organizace, která má licenci a oprávnění k provádění tohoto druhu práce, odůvodněné licencí. Provádí i budoucí údržbu - kontroly, testování nebo opravy.

Nejprve získají povolení k provádění stavebních prací, vytvoří balíček návrhových odhadů a postaví geodetické vytyčovací osu. Poté provádějí přípravy, které zahrnují plánování trasy, zemní práce, dopravu a pokládku potrubí, montáž svařovací nástroj. A teprve poté začnou přímo s instalačními pracemi - pokládkou a svařováním trubek.
Přehled způsobů připojení potrubí
Polyethylen se liší tím, že při zahřátí mění své vlastnosti a taje. Tato kvalita se používá k vytvoření trvalých plynovodních přípojek - tedy pro svařování trubek.
Existují dva způsoby svařování:
- zadek, bez použití tvarových prvků;
- elektrofúze, pomocí elektroodporových armatur.
První metoda se používá pro průmyslové účely, pro svařování trubek velkého průměru, druhá - pro vytváření domácích plynových větví z centrálního hlavního potrubí.
Pokud je vyžadováno odpojitelné připojení, použije se třetí metoda - komprese. Konce trubek jsou spojeny svěrnými šroubeními, které lze v případě potřeby odstranit nebo vyměnit.

Nejprve se podívejme, jak se provádí svařování. Přípravné práce se provádějí podle stejného plánu:
- Výběr a ověřování instalačních materiálů a nářadí. Ohřívače, škrabky a vyžínače se vyčistí, odstraní se zbytky polyetylenu a prach a setře se rozpouštědlem. Třecí plochy a součásti jsou mazány. Vyberte vložky a svorky, které mají vhodný průměr.
- Výběr parametrů svařování. Nástroje se naprogramují a určité parametry se zadají do paměti topného zařízení.
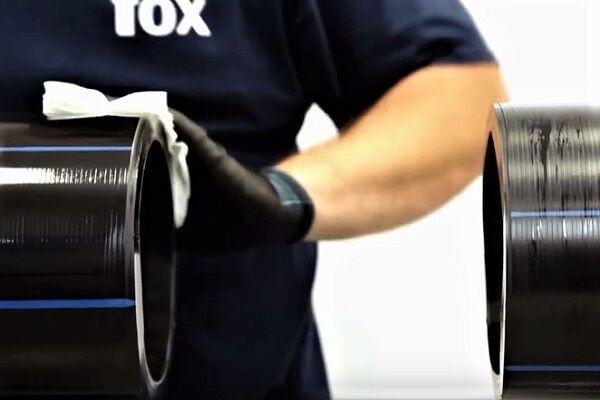
- Příprava pracovního prostoru. Konce trubek se očistí od písku, ulpělé hlíny, prachu a otřou. Volné konce jsou zakryty zátkami. Zoxidované konce se čistí škrabkami.
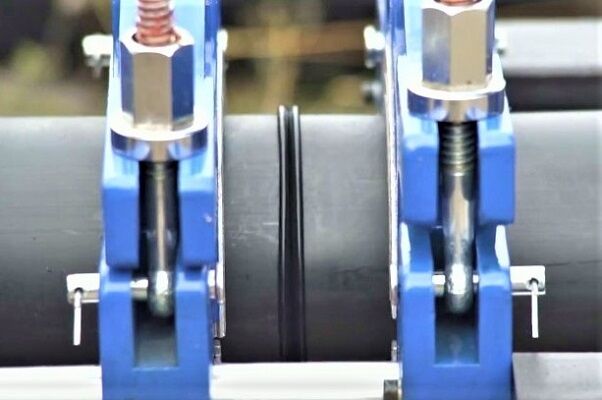
- Upevňování a centrování trubek. Před svařováním je nutné eliminovat ovalitu, proto se konce trubek vycentrují a následně zajistí v požadované poloze – přesně proti sobě.
- Ukončení zpracování. Z povrchu jsou na koncích odstraněny třísky o tloušťce 0,1-0,3 mm. Mezera mezi sekcemi spojenými konci by neměla být větší než 0,3 mm. Po vyčištění je nutné svařit, aniž by došlo ke kontaminaci.
Po přípravných pracích se provádí svařování.
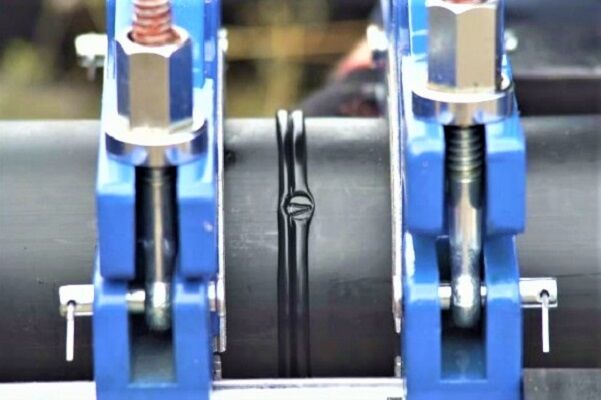
Spojení svařováním na tupo dochází v důsledku „fúze“ roztavených konců. Tavení lze dosáhnout pomocí topného nástroje s kotoučovým pracovním prvkem.
Během procesu svařování je důležité vzít v úvahu taková kritéria, jako je teplota a doba tavení, tlaková síla konců, doba trvání pěchování, tlak během pěchování a doba chlazení.
Zakázka:
Známky spolehlivého švu jsou rovnoměrná, stejnoměrná jizva, neschopnost oddělit trubku použitím síly. Svařovaný spoj metodou tavení je považován za velmi pevný a nevyžaduje další těsnicí opatření.
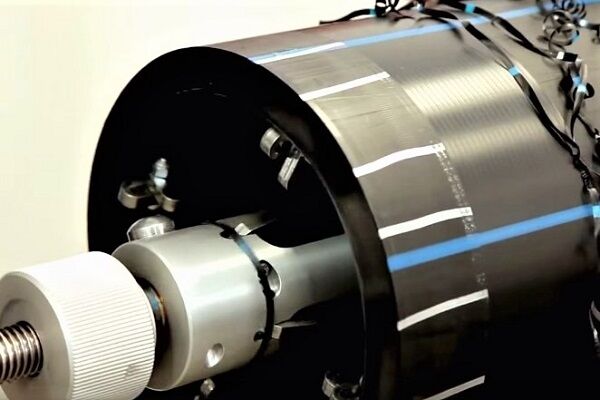
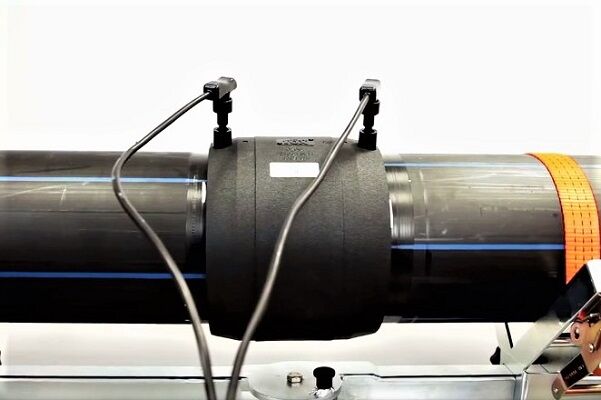
Druhý způsob - elektrofúze – vyznačující se přítomností spojovacích prvků – spojky, adaptéry, ohyby, T-kusy.Na vnitřním povrchu tvarovek je připevněna kovová spirála, která se zahřívá elektrickým proudem a taví polyetylen. Výsledkem je, že tvarovky „rostou spolu“ s trubkami a tvoří trvalá spojení.
Při výběru prvků pro připojení polyetylenových plynových potrubí, stejně jako během postupu, je důležité vzít v úvahu parametry, jako je proudové napětí, doba svařování a chlazení.
Technologie je jednodušší než svařování na tupo a probíhá v následujícím pořadí:
Moderní svařovací stroje jsou vybaveny ovládacím panelem s displejem. Postup se provádí podle programu zvoleného v závislosti na typu potrubí.
Odnímatelné spoje Při stavbě plynovodu se používají extrémně zřídka. K tomu slouží i armatury, které jsou však zajištěny mechanicky, bez ohřevu.
Spojovací prvky se skládají ze dvou částí - objímky a pouzdra. V důsledku utažení závitových částí se získá pevné, ale nestabilní spojení. Pokud je potřeba další spolehlivost, jsou části armatury utaženy šrouby a maticemi.
Pravidla pro stavbu HDPE plynovodu
Při instalaci a provozu polyetylenových trubek je třeba dodržovat mnoho pravidel, aby byla zajištěna jak provozuschopnost plynovodu a zařízení, tak bezpečnost uživatelů.
Existuje mnoho zákazů výstavby dálnic. Například je nemožné vést plyn pomocí HDPE trubek ve skalnatých a vysoce zvednutých půdách, stejně jako v půdách poklesu typu 2. Pokud je oblast náchylná k zemětřesení a je zde seismicita nad 6 bodů, je nutné pro pokládku komunikací použít jiný materiál.

Pokud je povoleno použití HDPE trubek, musí být splněna řada podmínek. Například na strmých svazích je nutné chránit plynovod před možnou erozí příkopů a přijmout dodatečná opatření k jejich zpevnění.
Při křížení podzemních kolektorů nebo kanálů, kanalizačních nebo energetických komunikací, studní jsou polyethylenové trubky uzavřeny v kovových pouzdrech. Vzdálenost od povrchu plynovodu k vnitřní stěně pouzdra je minimálně 10 cm.
V jednom výkopu mohou být umístěny dva nebo více plynovodů, ale každá větev musí být přístupná pro údržbu nebo opravu.
V severních oblastech, kde teplota klesá pod -40°C, se hloubka instalace zvyšuje na 2,0-3,2 m.
Naučíte se položit plynovod do pouzdra a vložit jej do zplynovaného domu. další článek, kterou doporučujeme přečíst všem vlastníkům venkovských nemovitostí.
Závěry a užitečné video k tématu
Pravidla pro elektrofúzní svařování:
O vlastnostech svařování na tupo:
Jak funguje svařovací stroj pro HDPE trubky:
Používání polyetylenových trubek pro zplynování průmyslových a bytových zařízení se stalo tradiční.
HDPE je odolný a spolehlivý materiál, který nezpůsobuje obavy. Instalaci plynovodu by však měli provádět výhradně montéři plynárenských sítí, kteří mají zkušenosti a znají technologii svařování polyetylenu.
Zanechte prosím komentáře v blokovém formuláři níže, zveřejněte fotografie související s tématem článku a ptejte se. Podělte se o své vlastní zkušenosti s instalací polyetylenového plynovodu. Je možné, že vámi poskytnuté informace a doporučení budou pro návštěvníky webu užitečné.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}