Ekstremno pojačana izolacija čeličnih cijevi - pouzdana metoda zaštite od korozije
Jedan od ključnih problema čeličnih cjevovoda je pojava korozije.Javlja se pri izlaganju vlazi, agresivnom tlu ili lutajućim strujama. Ovaj problem je relevantan za podzemne cjevovode koji prolaze kroz tekuće medije. Za rješavanje ovog problema koristi se visoko ojačana izolacija čeličnih cijevi, čija tehnologija i materijali ovise o radnim uvjetima.
Sadržaj članka:
Opći opis površinske obrade
Metoda uključuje nanošenje višeslojnog premaza na površinu čeličnih cijevi. Time se eliminira njihov kontakt s vanjskim okolišem i, kao rezultat, razvoj korozijskih procesa. Obrada se može izvesti tijekom proizvodnje ili prije ugradnje gotovih proizvoda. Glavni regulatorni dokument za izradu visoko ojačane izolacije (VUS) čeličnih cijevi je GOST 9.602 2005.
Informacije o tehnologiji visoko ojačane izolacije:
- izolacijski materijali - bitumen, polimerni premazi;
- promjer cijevi - od 57 do 830 mm, ovisno o tehnologiji obrade;
- svrha autocesta je transport hladne vode, naftnih derivata, plina, kanalizacije;
- temperatura radne okoline – od -15 C do +40 C;
- metode postavljanja cjevovoda - podzemni, površinski, podvodni.
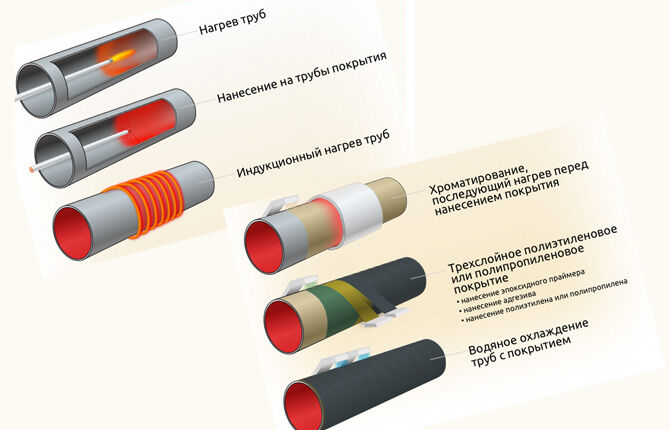
Bit metode je stvaranje nekoliko zaštitnih slojeva. Za bolje prianjanje dolazi do toplinskog učinka na cijev u različitim fazama nanošenja. Njegova površina je prethodno obrađena - uklanjaju se korozivne zone, boja i stari zaštitni materijali. Prašina se također uklanja.
Važno - kako bi se osigurala potpuna zaštita cjevovoda, potrebno je primijeniti ojačanu izolaciju na spojeve - spojnice, utičnice.
Zahtjevi prema GOST 9.602 2005
Regulatorni dokument opisuje uvjete za stvaranje visoko ojačane izolacije, zahtjeve za materijale i karakteristike izolacijskog sloja. Tehnologija se koristi za sve vrste cjevovoda položenih u zemlju. Za plinovodi postoji ograničenje maksimalnog tlaka - ne smije prelaziti 1,2 MPa. Vrlo ojačana izolacija koristi se za zaštitu podzemnih spremnika i čeličnih komunikacijskih konstrukcija.
U tablici su navedeni operativni i tehnički zahtjevi za premaze ove vrste.
| Indeks | Značenje |
| Adhezija na čelik, N/cm, na temperaturi do +20 °S do +40 °S | — 35-70 10-35 |
| Adhezija u preklapanju, N/cm traka do trake omot na traku | — 5-35 5 |
| Snaga udarca, J | 4,25-10 |
| Vlačna čvrstoća, MPa | 10-12 |
| Zasićenost vodom u 24 sata, % | Ne više od 0,1% |
Ti se parametri kontroliraju tijekom procesa proizvodnje proizvoda i njihovog rada. Debljina se provjerava pomoću mjerača debljine ili sličnih instrumenata bez oštećenja vanjske ovojnice. Tijekom popravaka vraća se cjelovitost zaštitnog sloja. Važno je da njegove karakteristike odgovaraju onima ostatka premaza.
Savjet - nakon ručnog postavljanja izolacije provjerava se 10% površine. To se radi u 4 točke oko kruga.
Detalji - pregled visoko ojačanih izolacijskih materijala
Tehničke i radne kvalitete visoko ojačane izolacije ovise o odabranim materijalima i tehnologiji njihove uporabe. Prilikom odabira, osim stupnja zaštite od vlage, uzimaju se u obzir i dodatni čimbenici:
- složenost instalacije;
- zahtjevi za skladištenje;
- zahtjevi za prijevoz.
Svaka vrsta visoko ojačanog izolacijskog materijala mora se razmatrati zasebno.
polimeri
Obrada se odvija tijekom proizvodnje cijevi (u tvornici) ili u posebnim pripremnim radionicama. Za izradu prvog sloja koriste se termoreaktivne smole koje imaju visoku adheziju na čelik. Zatim se nanose dodatni premazi. Koriste se rolni materijali i mastiks.
Vrste visoko ojačane polimerne izolacije:
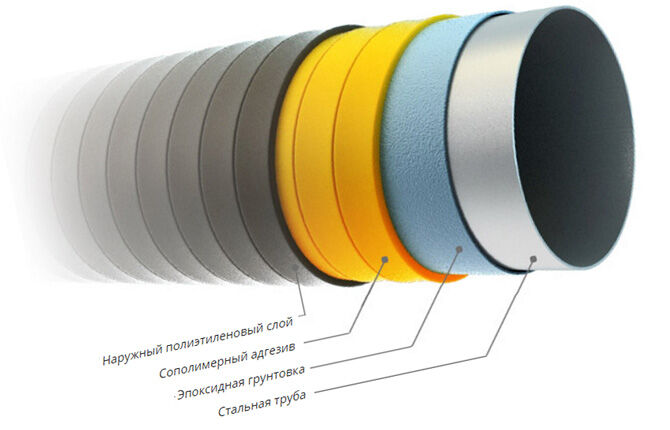
- dvoslojni - nakon mehaničke i toplinske obrade, na cijev se nanosi sloj temeljnog premaza (termoreaktivna smola). Zatim se od ekstrudiranog materijala oblikuje zaštitni omotač polietilen;
- troslojni - na vrhu temeljnog premaza postavlja se podsloj od vrućeg polimera. Nakon toga se nanosi zaštitna ljuska. To povećava temperaturni raspon uporabe proizvoda;
- kombinirana troslojna - druga zaštitna zona nakon temeljnog premaza je polietilenska traka s ljepljivom bazom. Postavlja se u 1 sloju debljine ne manje od 0,45 mm.

Prednosti korištenja polimernih materijala:
- mehanička čvrstoća;
- pouzdanost brtvljenja čeličnih cijevi;
- sposobnost izvođenja popravaka (obnova zaštitnog sloja) u “terenskim” uvjetima.
Nedostatak je relativno visoka cijena obrade.
Važno - ukupna debljina izolacije na bazi polimera mora biti najmanje 1,8 mm.
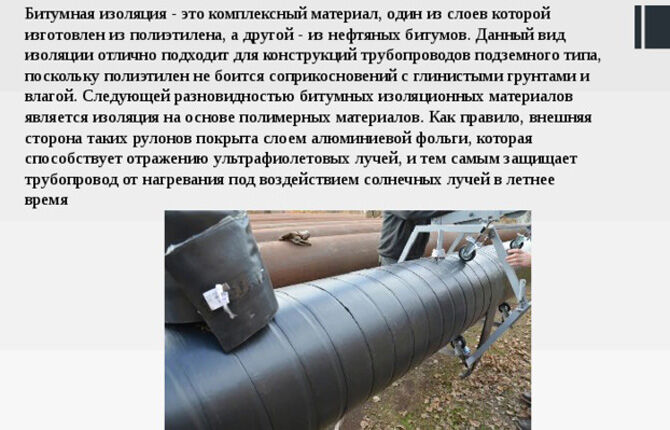
Mastika (bitumenski) premaz
Spada u kategoriju osnovnih. Formira se u tvornici ili u prostorijama prije slanja na mjesto ugradnje. Za obradu se koristi sastav bitumena s dodacima polimera ili gume. Ima povećanu otpornost na toplinu, elastičnost i rastezljivost.
Međutim, zbog niske mehaničke čvrstoće, potrebno je ugraditi zaštitne slojeve - kraft papir, ojačani stakloplastike.
Klasifikacija visoko ojačane izolacije od mastiksa (bitumena):
- traka Osnova je bitumenski ili asmolni temeljni premaz. Na vrhu se postavlja bitumenska traka (2 mm). Vanjski zaštitni sloj je kraft papir ili polimerna folija;
- mastika. Izolacijski mastiks se nanosi na temeljni premaz na bazi bitumena ili polimera. Za zaštitu se koristi stakloplastika;
- termoskupljajuće. Tehnologija se koristi za popravak cjevovoda na licu mjesta. Materijal je termoskupljajući sa slojem mastiksa. Unutarnja strana s ljepljivom bazom.
Mastika (bitumenska) izolacija čeličnih cijevi se brzo nanosi, što omogućuje brzu ugradnju cjevovoda. Međutim, zbog slabe mehaničke čvrstoće zaštitnog sloja, postavljaju se posebni zahtjevi za skladištenje i transport cijevi.
Važno - za autoceste s radnom temperaturom okoline do +130 C, može se koristiti sastav bitumena i gume. Ali za takve slučajeve odabiru se zaštitni materijali otporni na toplinu.
Kombinirani VUS
Kako bi se nadoknadili nedostaci gore opisanih metoda, razvijena je kombinirana tehnologija koja koristi slojeve bitumena i polimera. Moguće je primijeniti vrlo ojačanu izolaciju u fazi proizvodnje cijevi, u pripremnim radionicama ili na trasama. To povećava mehaničku čvrstoću uz zadržavanje svojstava otpornosti na vlagu.
Redoslijed slojeva u kombiniranoj visokoarmiranoj izolaciji je:
- Pripremni sloj. Koristi se sastav bitumena. U nekim slučajevima moguće je koristiti komponente polimer-asmola.
- Osnovna zaštita. Izrađena je od polietilenske polimer-bitumenske trake.
- Vanjska ljuska. Polimer minimalne debljine 0,6 mm.
Prilikom odabira materijala uzima se u obzir njihova kompatibilnost. Važno je da imaju isto toplinsko širenje. U protivnom može doći do raslojavanja i curenja. Uvođenje novih aplikacijskih tehnologija događa se tek nakon testiranja.
Na izbor metode za izradu visoko ojačane izolacije čeličnih cijevi utječu uvjeti rada i tehnički zahtjevi projekta. Ovisno o lokaciji cjevovoda, mogu se koristiti različite VSS tehnologije.
Jeste li se u praksi susreli sa sličnim načinima zaštite cijevi? Vaši komentari temelj su za dopunu materijala, važno nam je vaše stručno mišljenje. Podijelite vezu na društvenim mrežama i spremite je u svoje oznake.
Video će nadopuniti naš članak.
Nanošenje izolacije na cijev. Bitumenske folije.



