Fém-műanyag csövek nyomásvizsgálata: a munkavégzés menete és árnyalatai
A hagyományos acélcsövek sikeres alternatívája a fém-műanyagból készült technológiai termékek. Különös népszerűségre tett szert a vízvezeték-iparban.A fém-műanyagot nyomáskommunikáció, nyomás nélküli meleg- és hidegvíz-ellátó áramkörök, valamint fűtési rendszerek összeszerelésére és javítására használják.
Egy egyszerű és hozzáférhető módszert használnak a csatlakozások kialakítására - fém-műanyag csövek préselése. Elmondjuk, hogyan történik ez a munka, milyen eszközökre lesz szüksége egy független vízvezeték-szerelőnek a rendszerek felépítéséhez vagy helyreállításához. Javaslataink segítenek a legmagasabb minőségű eredmények elérésében.
A cikk tartalma:
Krimpelés: tág értelemben vett fogalom
A „nyomástesztelés” fogalmát a fém-műanyag tömlőkkel kapcsolatban a szó tág értelmében kell figyelembe venni. Például a nyomáspróba gyakran hidraulikus vagy pneumatikus úton végzett szabványos tesztekre vonatkozik.
De a modern gyakorlat azt mutatja, hogy a „nyomásvizsgálat” kifejezés logikusan illeszkedik a szerelvény és a fém-műanyag cső csatlakoztatásának eljárásához is. Ez a fajta csatlakozás erős krimpelési technológiával készül, speciális szerszám (présfogó) segítségével.

Függetlenül a beépítési feltételektől és az alkalmazott technológiáktól, a vízellátás vagy más, fém-műanyag csöveken alapuló kommunikáció telepítését tömítettségi és szilárdsági vizsgálatok kísérik.

Általában, tesztfolyamat hidraulikusan hajtják végre. De nem kizárt a pneumatikus módszerrel történő tesztelés lehetősége.
Fém-műanyag préselési módszerek
A hidraulikus módszer magában foglalja a fém-műanyag csövek vízzel való feltöltését, majd a nyomás növelését a beállított értékekre. A tesztek a teljes telepített autópályát vagy annak csak egyes szakaszait érinthetik.
A pneumatikus módszer víz helyett sűrített levegőt használ. Ez a krimpelési módszer kevésbé hatékony és veszélyesebb a hidraulikus opcióhoz képest. És nem mindegy, hogy fém vagy fém-műanyag csöveket tesztelnek.
1. lehetőség: hidraulikus
Az eljárás nem különbözik a szabványos változattól, amelyet acél vízvezetékeken használnak. Az egyetlen figyelmeztetés az, hogy a műanyag csövek üzemi nyomása alacsonyabb, mint a fémtermékek esetében.
Ennek megfelelően a próbanyomás kiszámítása a műanyag szabványos üzemi nyomásbeállításainak figyelembevételével történik a következő képlet szerint:
Ri = Ррп * 1,5,
Ebben Ri a próbanyomás; Ррп – műanyag cső üzemi nyomása.
A csővezetéken belüli vízhőmérséklet 5-40ºС pozitív értékek között megengedett.
Az eljárás előrehaladása:
- Készítse elő a vizsgálati területet (szerelje fel a csapokat, dugókat).
- Szereljen fel 2 nyomásmérőt a vezeték különböző pontjaira.
- Szereljen be egy szellőzőnyílást a vezeték felső szintjére.
- Csatlakoztassa a vízszivattyút a vezeték alsó szintjéhez.
- Töltse fel a vezetéket vízellátással az alsó szinttől a felső szintig.
- Nyissa ki a szellőzőnyílást, hogy kiengedje a levegőt a rendszerből.
Az autópályán belülről fém-műanyag csövek A nyomást lassan kell növelni, kizárva a hirtelen ugrásokat. Az ilyen nyomású szivattyúzási feltételeket kézi hidraulikus prés biztosítja.

Amíg a nyomásérték el nem éri az üzemi szintet, ajánlatos időszakonként vizuálisan ellenőrizni a lehetséges szivárgási területeket.
Ezek a területek általában a következők:
- cső a csőben csatlakozások;
- érintkezés a cső és a szerelvény között;
- csapok és dugók beépítési pontjai.
A fém-műanyag csövek belsejében lévő nyomás növelése az üzemi paramétert 1,5-szeresére meghaladó értékre csak a vizsgált vezeték közelében tartózkodó személyek hiányában megengedett.
A beállított próbanyomást a csővezetéken belül egy bizonyos ideig fenn kell tartani. A háztartási felhasználásra tervezett fém-műanyag csövekből készült vízellátó rendszerek esetében ötperces minimális tartási időt alkalmaznak.
Az elfogadott minimális vizsgálati idő alatt az ellenőrző nyomásmérők beépítési pontjain nyomásesés nem megengedett. Ha negatív változásokat észlelnek a vezérlőkészülékeken, ez a rendszer hiányos tömítettségét jelzi.
A nyomást az üzemi értékre kell csökkenteni, és gondosan ellenőrizni kell az esetleges szivárgást a fém-műanyag csövek teljes szakaszán. Szüntesse meg az észlelt hibákat, és ismételje meg a vizsgálati eljárást.

A szivárgási tesztek sikeresek, ha megfelelnek a következő feltételeknek:
- vizuálisan nem észleltek szivárgást;
- vizuálisan nem észleltek csőfalszakadást;
- öt percig nem változott a nyomás a vezérlő nyomásmérőkön;
- a csővezetékeken nincsenek látható deformációk.
Eközben tisztázni kell: ha az időkésleltetés meghaladja az ötperces intervallumot, a próbanyomás enyhe csökkenése megengedett a fém-műanyag csövek belsejében a víz hőmérsékletének természetes változása miatt.
2. lehetőség: pneumatikus
Ha valamilyen oknál fogva lehetetlen a hidraulikus nyomáspróbát elvégezni, megengedett egy alternatíva - pneumatikus tesztelés.
A pneumatikus vizsgálati módszer a szivárgás-ellenőrzés kissé eltérő módjában különbözik, de általában gyakorlatilag megismétli a hidraulikus módszert. Ezt a technológiát nem használják olyan gyakran csöveken, de széles körben alkalmazzák egyedi eszközök, például tágulási tartályok, kazánok, hőcserélők, stb. krimpelésére.

A pneumatikus nyomáspróbával végzett szivárgások kimutatására általában szappanos oldatot használnak. Az összeszerelt vezetéket Pu = Ppp * 1,15 nyomás alatti levegővel töltik fel, és az esetleges szivárgási területeket szappanos oldattal öntözik be. A levegő felszabadulását a buborékok duzzadása határozza meg.
Ez a vizsgálati technika lehetővé teszi a kisebb szivárgások vizuális észlelését is. De az ellenőr számára meglehetősen nehéz ellenőrizni a szivárgások jelenlétét olyan helyeken, amelyek vizuális megfigyelésre nehezen elérhetők.
A pneumatikus vizsgálati módszer nagyon alkalmas a csatlakozások tömítettségének vizsgálatára fém-műanyag csőszerelvények vagy a „cső a csőben” séma szerint. De ha egy csővezetékrendszer szilárdságát kell tesztelni, ez a módszer nyilvánvalóan nem a legjobb. Itt hidraulikus teszteléshez kell folyamodni.
Krimpelés, mint csatlakozási mód
A fém-műanyag csövek felszerelésének gyakorlatát számos olyan módszer alkalmazása jellemzi, amelyek alkalmasak mindenféle csatlakozás létrehozására:
- forrasztás;
- dió;
- krimpelés
A három közül az utolsó módszer egy fém-műanyag cső precíz préselése a szerelvény csatlakozási területén.

Az ilyen krimpelés technikáját egyszerű műveletek különböztetik meg, amelyeket még egy nem professzionális vízvezeték-szerelő is elvégezhet. Az egyetlen figyelmeztetés, hogy a munkához az ún nyomópofákat – egy speciális szerszám, amely megbízható krimpelést hoz létre.
A krimpelési technikával végzett munka elvégzéséhez általában a következő szerszámkészletre van szükség:
- csővágó fém-műanyag csövekhez;
- kalibrátor, expander, letörés processzor;
- nyomófogó.
A csővágó egyenletes vágást készít adott méretre, a cső deformációja nélkül és derékszögben. Kalibrátor és letörési processzor segítségével a fém-műanyag tömlő végét előkészítik a szerelvényhez való későbbi csatlakoztatáshoz.
Néha bővítőre van szükség a munkához. A préspofák különleges helyet foglalnak el a folyamatban. Ennek az eszköznek a segítségével az előkészített csatlakozást préseljük.
A fém-műanyag csővezetékek összeszerelésénél préselt és kompressziós (más néven menetes) szerelvényeket használnak, beszerelésük lépései nagymértékben hasonlóak:
Hogyan préseljünk fém-műanyag csövet
A fém-műanyag cső szerelvényekkel történő összekapcsolásának préselési eljárása a következő műveletsort foglalja magában:
- Fém-műanyag cső méretre vágása.
- Végrészeinek kalibrálása.
- Letörés a belső sugár mentén.
Ezután a krimphüvelyt a cső végére kell felszerelni.

Ezen lépések után az idom szerelvényrészét behelyezzük a fém-műanyag csőbe attól a végtől, ahol a krimphüvely található. Mozgassa a krimphüvelyt a csőtest mentén, és szerelje fel párhuzamosan a szerelvénnyel. Útmutató a présszerelvényekkel végzett munkához fém-műanyag csővezeték összeszerelésénél itt adott, Javasoljuk, hogy olvassa el a hasznos információkat.
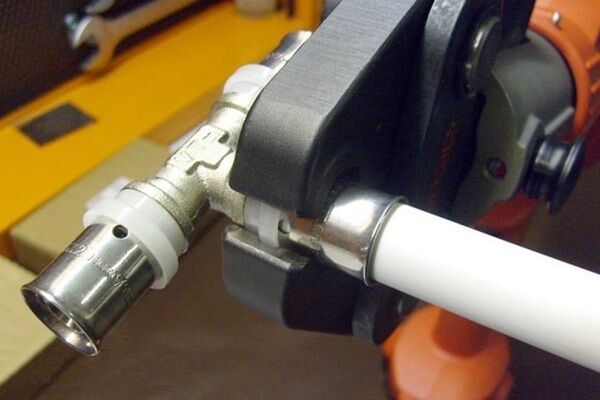
A csatlakozási területre présfogót kell felhelyezni, kiegészítve a feldolgozandó csővezeték átmérőjének megfelelő berendezéssel. Nyomja ütközésig a szerszám fogantyúit.

Az ilyen műveletek jellemzőek a kéziszerszámokkal történő krimpelés végrehajtására. Eközben a kézi krimpelésen kívül vannak elektromos, hidraulikus és pneumatikus eszközök.
Ezeket a tervezési lehetőségeket általában ritkán használják a mindennapi életben. Céljuk az ipari termelési szektor. Konfigurációjukban is nagyon eltérnek a kézi modellektől.
A préspofákkal végzett munka során érdemes megjegyezni néhány jellemzőt. Mindig csak egyszeri krimpelés megengedett. Ha valamilyen oknál fogva nem tudott jó minőségű krimpelést végrehajtani az első alkalommal, ne próbálja meg ismételni a műveletet. A hibás krimpelést el kell távolítani, és először el kell végezni a krimpelési eljárást.
A préselés előnyei és hátrányai
Értékelő fém-műanyag csövek csatlakoztatásaA préspofák felhasználásával készült, nem szabad figyelmen kívül hagyni az előnyeit és hátrányait.

Mind az egyik, mind a másik meghatározza azokat a feltételeket, ahol ez a módszer alkalmas.
A megemlített előnyök listája a következő:
- felügyelet nélküli kapcsolat jön létre;
- Magas üzemi nyomásokhoz való kialakítás;
- nagy mechanikai szilárdság;
- hosszú élettartam;
- könnyű, egyszerű és gyors telepítés.
A meglévő hiányosságok szempontjából a szakértők bizonyos tényezőket is azonosítanak, és általában karbantartási vagy telepítési kritériumokhoz kapcsolják őket:
- állandó kapcsolat jön létre;
- Speciális szerszám (présfogó) szükséges.
Hátránya, hogy minden krimpelési hiba az összes munkát nullára csökkenti.

Ezeken a hátrányokon kívül hozzáadhatja a fő eszköz - egy fogóprés - magas költségét.
Igaz, az életkörülményekhez való manuális adaptálás nem olyan drága, mint az automatikus kialakítás. De még ebben az esetben sem kifizetődő a vásárlás, mivel az eszköz szükségessége valójában egyszeri.
Következtetések és hasznos videó a témában
A videóból megtudhatja, hogyan kell dolgozni mechanikus présfogóval, nevezetesen a fém-műanyag csőszerelvények préselését.
Javasoljuk, hogy a fém-műanyag csöveket préselési módszerrel szerelje fel olyan környezeti körülmények között, amelyek hőmérséklete nem alacsonyabb, mint +10ºС. Célszerű a vásárolt anyagot (csöveket) legalább 24 óráig új körülmények között tartani, és csak ezután kezdje el a beszerelést.
A telepített vízellátó rendszer tömítettségét és szilárdságát hidraulikus és pneumatikus tesztekkel kell ellenőrizni.
Van tapasztalata a fém-műanyag csövekkel és azok bekötésével kapcsolatban? Ismeri a mű elkészítésének technológiai finomságait, amelyekkel a cikk nem foglalkozik? Kérjük, írja meg észrevételeit az alábbi blokk űrlapon, tegyen fel kérdéseket, tegyen közzé fotókat.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ha rendelkezik a szükséges eszközökkel (speciális csővágó és présfogó), a fém-műanyag csövek préselése nem jelent nagy problémát, és meglehetősen könnyű saját kezűleg is elvégezni. Ha valami nem tiszta, nézzen meg néhány videót, amelyek tele vannak az interneten. A másik dolog, hogy nem mindenkinek van meg az eszköze, és nem is olcsó.
Igen, nincs értelme megvenni őket, ha nem szakszerűen csinálod. Nemrég béreltem ezeket a présfogókat, ma már nagyon sok cég van, ahol ezt megteheti.
Helló. Csövek készítésekor szükséges-e a vágási terület lesarkítása?