Kā metināt vertikālās un horizontālās šuves, izmantojot elektrisko metināšanu: soli pa solim instrukcijas
Elektriskā metināšana ir tehnoloģija metālu struktūras apvienošanai, karsējot un kausējot ar elektrisko loku.Tā ir kļuvusi plaši izplatīta dažādās tautsaimniecības sfērās, tostarp privātajā sektorā.
Faktiski šo metodi var izmantot, lai sametinātu kopā jebkurus metālus, ņemot vērā elektriskā loka temperatūru (7000-8000 grādi). Bet pirms pievērsties šai tehnoloģijai, jums būs jāiemācās metināt vertikālo šuvi, izmantojot elektrisko metināšanu, un jāsaprot horizontālās šuves iegūšanas tehnika.
Raksta saturs:
Metināšanas šuves: vispārīgas definīcijas
Metālu metināšanas tehnoloģija ir cieši saistīta ar metināšanas šuves jēdzienu. Tas veidojas elektriskā loka metināšanas procesā izkausēta metāla sacietēšanas procesā.
Atkarībā no metināšanas vietas, šuvi var novietot horizontāli vai vertikāli. Turklāt šuves telpiskā atrašanās vieta var būt apakšā, sānos vai augšpusē.

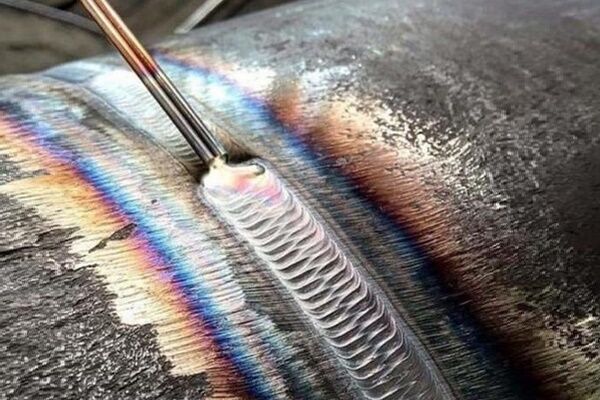
Vienkāršākais un vieglāk izpildāmais tiek uzskatīts par metināšanas šuvju ieklāšanu apakšējā horizonta plaknē. Šādos apstākļos izkausēto metālu ir diezgan viegli kontrolēt.

Atlikušās iespējas šuvju novietošanai telpā (sānos un augšpusē) ir atzītas par tehnoloģiski grūti īstenojamām, kas prasa metināšanas paņēmienu izpēti un atbilstošas pieredzes attīstīšanu.
Kā metināt vertikālu šuvi?
Metināšanas kontroles grūtības, veidojot vertikālu šuvi, ir saistītas ar parasto fizisko parādību - gravitāciju. Tas ietekmē izkausētā metāla masu, kas, būdams šķidrā veidā, plūst uz leju.
Šeit profesionāla metinātāja rīcība ir novērst izkusušās masas izkļūšanu no metināšanas vietas. Šo rezultātu palīdzēs sasniegt stabili degošs elektriskais loks, kas tiek turēts minimālajā pieļaujamajā attālumā no elektroda gala līdz metinājuma baseinam.
No apakšas uz augšu tehnika
Vertikālo savienojumu parasti metina, pārvietojot elektrodu virzienā no apakšas uz augšu. Šis maršruts nodrošina stabilāku vadību, un elektriskā loka pārliecinoši notur kausējuma vannu, novēršot izplatīšanos. Tieši pārejot no apakšas uz augšu iespējams izveidot kvalitatīvāko vertikālo šuvi.

Protams, pirms sākt metināt vertikālo šuvi, salaiduma robežas jāsagatavo un jāapstrādā atbilstoši tehniskajām prasībām. Metināšanas iekārta ir jāpielāgo metināšanas apstākļiem (iestatiet strāvu, izvēlieties elektrodu).
Sākotnēji gar savienojuma līniju tiek izgatavoti vairāki punktveida “piespraudes” - metināšana ar īsu šuvi (1 - 2 cm).Šādu darbību mērķis ir novērst metināmo detaļu pārvietošanos sildīšanas procesā temperatūras deformācijas dēļ.

Metinot savienojumu vertikāli, elektroda turēšanas leņķis attiecībā pret plakni, uz kuras atrodas šuve, tiek uzturēts 45–90º robežās.
Metinātāja norādījumi nosaka šādas darbības:
- Elektroda kontakts ar metālu aizdedzina loku.
- “Tacks” ir izgatavoti 3-4 punktos gar savienojuma līniju no tās vidus līdz malām.
- Metināšana sākas savienojuma līnijas zemākajā punktā.
- Elektroda gājiens ir vērsts uz augšu, metināšanas baseins tiek turēts darba zonā.
Elektrods jāvirza mērenā ātrumā. Galvenais ātruma kritērijs ir optimāla kausējuma daudzuma veidošanās metināšanas baseinā.
Vienlaikus ar elektroda vertikālo gājienu ir pieļaujamas šķērsvirziena zigzaga kustības “pusmēness”, “siļķes” vai citā “rakstā”. Bet šķērseniskā gājiena tehnika šķiet svarīga tikai metāliem, kuru sieniņu biezums pārsniedz 4 mm.
Metālu ieteicams metināt ar vertikālu šuvi vienā piegājienā bez apstājas. Iesācējiem metinātājiem tas šķiet grūti. Tomēr pieredze tiek iegūta ātri.
No augšas uz leju tehnika
Iegūstot pieredzi, metinātāji var viegli izveidot vertikālu šuvi, pārvietojot elektrodu no augšas uz leju. Kāds ir triks, lai veiktu šādu operāciju?
Tas ir vienkārši: aizdedzinot elektrisko loku, elektrods tiek novietots attiecībā pret apstrādes plakni 90º leņķī.Tiklīdz metāls loka veidošanās vietā sāk kust, elektroda uzstādīšanas leņķis tiek mainīts par 15-20º, nedaudz nolaižot turētāju.

Elektroda elektroinstalācija gar biezu sienu metālu savienojuma līniju tiek veikta arī ar “zāģa” vai “taisnstūra” formas šķērsvirziena līkločiem. Daži metinātāji izmanto “viļņveida” kausējuma sadales paņēmienu.
Tikmēr vertikālās šuves veidošanas metode no augšas uz leju metinātājam ir saistīta ar lielām grūtībām. Tomēr, pēc daudzu ekspertu domām, metināšana šajā formā sniedz vislabāko rezultātu kvalitātes rādītāju ziņā.
Horizontālās šuves metināšanas tehnoloģija
Horizontālās šuves metināšanas specifika ir gandrīz tāda pati kā vertikālajai. Tehniskas nianses - atkal manipulācijas ar elektrodu uzstādīšanas leņķiem.
Kustības virzienu detaļu metināšanas procesā savienojuma vietā var izvēlēties no tā galējā kreisā punkta līdz galējam labajam punktam vai otrādi. Konkrēto virziena izvēli nosaka metinātājs, pamatojoties uz personīgo ērtību pakāpi.

Bet kā pareizi metināt horizontālo šuvi, izmantojot elektrisko metināšanu, lai neļautu kausējumam izplūst no rievas iedarbojošā gravitācijas spēka ietekmē?
Šeit metinātājam ir jāizvēlas tāda elektroda pozīcija, kurā elektriskā loka spēks būtu līdzvērtīgs metāla pilienu gravitācijas spēkam.Var būt nepieciešams pielāgot strāvas stiprumu un eksperimentāli izvēlēties optimālo elektroda kustības ātrumu.
Parasti horizontālo šuvju metināšanu veic nepārtraukti līdz pilnīgai pabeigšanai. Tomēr, ja nevarat kontrolēt kausējumu (metināšanas baseinu), varat mēģināt mainīt tehniku - pāriet uz gājienu ar periodisku loka dzēšanu.
Visi šie smalkumi ir izstrādāti, iegūstot pieredzi metināšanas darbu veikšanā. Tāpēc nekrītiet izmisumā, ja nekas neizdodas pirmajos mēģinājumos.

Nepieciešamā platuma un iespiešanās dziļuma horizontālas šuves veidošanās parasti tiek panākta ar rūpīgu elektroda degošā gala šķērsvirziena kustību no vienas savienotās daļas malas līdz otras malai.
Metinot metālus, kuru biezums ir līdz 4 mm, tiek izmantotas dažādas elektroda šķērseniskā gājiena “raksta” iespējas. Šajā sakarā nav īpašu ieteikumu. Galvenais ir iegūt nepieciešamo šuves platumu un iespiešanās dziļumu.
Elektriskais loks: optimālā garuma kontrole
Atstarpes lielumu starp elektroda karsto galu un metāla plakni, kas ir pietiekama elektriskās izlādes veidošanai, sauc par loka garumu. Viens no galvenajiem metinātāja apmācības pīlāriem ir optimālā loka garuma kontrole.
Teorētiski metināšanas režīmā var iegūt trīs loka spraugas:
- īss (1 – 1,5 mm);
- garš (3,5 – 6 mm);
- normāls (2-3 mm).
Īsā loka sadegšanas režīmu raksturo nepietiekama metāla sildīšana visā tā platumā.Šādos gadījumos gar šuves malām ir tā sauktais “apakšgriezums” - neliels padziļinājums. Šāda defekta klātbūtne norāda uz zemiem metinājuma kvalitātes rādītājiem.

Ilgstošas loka metināšanas režīmu parasti pavada periodiska dzēšana. Šeit ir neliela metāla sildīšana dziļumā. Nav arī jārunā par labu šuvju kvalitāti.
Tādējādi vienīgā iespēja, uz kuru būtu jākoncentrējas iesācēju metinātājam, ir parastais loka garums, kas nedrīkst būt lielāks par Ld = 0,5-1,1 * De (Ld - loka garums; De - elektroda diametrs).
Elektrodu pozīcijas kontrole
Metināšanas procesu var veikt pozīcijā elektrodu leņķis uz priekšu, leņķis atpakaļ, taisns leņķis. Izmantojot jebkuru no šīm trim tehnoloģiskajām metodēm, metinātājs spēj izveidot šuves dažādos ražošanas apstākļos.

Tādējādi “leņķa uz priekšu” metodi tradicionāli izmanto, lai savienotu elementus ar horizontālām un vertikālām šuvēm detaļu augšējās atrašanās vietas apstākļos telpā (griestu metināšana). Tāda pati tehnika tiek veiksmīgi izmantota fiksētu cauruļu savienojumu metināšanai vai paštaisītas konstrukcijas izgatavošanai gāzes balonu plītis.
Turot elektrodu stingri taisnā leņķī (90º), metinātājs nodrošina, ka darbs tiek veikts grūti sasniedzamās vietās. Visbeidzot, “aizmugures leņķa” tehnika ļauj veikt augstas kvalitātes metināšanas darbus pie stūra savienojumiem.
Uzstādot elektrodu leņķī uz priekšu, tie parasti strādā ar plānsienu metāliem. Šajā elektroda pozīcijā tiek iegūta plaša sekla dziļuma šuve. Uz biezu sienu metāliem, gluži pretēji, viņi cenšas izmantot "atpakaļējā leņķa" tehniku, nodrošinot metāla uzkarsēšanu līdz pietiekamam dziļumam.
Strāvas parametri un elektrodu kustība
Strāvas vērtība un elektroda kustības ātrums ir nozīmīgi faktori, kas ietekmē šuves kvalitāti. Metināšana ar lielām strāvām tiek papildināta ar metāla karsēšanu lielā dziļumā, kas ļauj palielināt elektroda kustības ātrumu. Ja ir optimāla strāvas un elektroda kustības ātruma attiecība, tiek iegūta vienmērīga, kvalitatīva šuve.
Atbilstības tabula strāvai, elektrodam, metāla biezumam
| Pašreizējais spēks, A | Elektroda diametrs, mm | Metāla biezums, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Pārvietojot elektrodu ar noteiktu ātrumu, jāņem vērā loka jaudas lielums. Pārāk ātra elektroda padeve ar mazu jaudu nespēs nodrošināt pietiekamu sildīšanas temperatūru.
Tā rezultātā nebūs iespējams metināt metālu vajadzīgajā dziļumā. Šuve vienkārši “gulēs” uz virsmas, tik tikko “satverot” malu robežas.

Gluži pretēji, pārmērīgi lēnas elektroda virzības apstākļos tiks radīta pārkaršanas atmosfēra, kas apdraud metāla deformāciju uz metināšanas līnijas. Ja metāla elementiem ir plāna struktūra, spēcīgs loks vienkārši izdegs cauri metālam.
Jūs varat veiksmīgi praktizēt kā iesācējs metinātājs un pilnveidot savas šuvju veidošanas prasmes plīts izgatavošana testēšanai, kura korpusa pamatā ir metāla caurule.Mēs iesakām izlasīt noderīgo informāciju.
Norādījumi iesācējam metinātājam
Metināšanas darbus var veikt tikai tad, ja tiek izmantots atbilstošs aprīkojums.
Standarta komplektā ietilpst:
- Jaka, bikses, cimdi, apavi no ugunsdrošiem, izturīgiem, stipriem materiāliem.
- Galvassega, kas pilnībā nosedz pakausi.
- Īpaša aizsargmaska sejai un acīm.
Lai veiktu metināšanu, jāizmanto darba ierīce, kuras elektriskā daļa ir aizvērta ar uzticamu korpusu. Ierīcē iekļautajiem elektriskajiem kabeļiem jābūt ar pilnīgu izolāciju un jāatbilst ierīces elektriskajām īpašībām.
Metinātāja vietai jābūt aprīkotai ar darba galdu, gaismas avotiem, zemējuma kopni, aizsardzības līdzekļiem pret elektrošoku un ugunsdzēsības iekārtām.
Un pirms darba uzsākšanas jums rūpīgi jāizpēta elektriskās metināšanas noteikumi, apsveriet un izpētiet savienojumu veidošanas metodes un iespējas.
Secinājumi un noderīgs video par tēmu
Aicinām noskatīties video metināšanas darbnīcu: kā metināt horizontālās un vertikālās šuves:
Nav obligāti jābūt kvalificētam metinātājam, taču ir vēlamas zināšanas metināšanas tehnikās. Pateicoties esošajām metināšanas prasmēm, cilvēkam ir lielākas iespējas realizēt dažādus sadzīves projektus.
Ja vēlaties, vienmēr varat apgūt tehnoloģiju, un praktiskā pieredze palīdzēs jums apgūt darba veikšanas tehniku augstā līmenī.
Vai vēlaties pastāstīt par savu pieredzi metināto šuvju izgatavošanā? Vai jūs zināt procesa smalkumus, kas nav norādīti rakstā? Lūdzu, ierakstiet komentārus zemāk esošajā blokā.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}