Koperen buizen solderen: stap voor stap analyse van werk en praktijkvoorbeelden
Thuisvakmensen proberen zelf bouw- en reparatiewerkzaamheden uit te voeren, waardoor ze niet alleen het gezinsbudget kunnen besparen, maar ook absoluut vertrouwen kunnen hebben in een kwalitatief hoogstaand resultaat. Daarom moeten ze nieuwe technieken en technologieën onder de knie krijgen, zoals het solderen van koperen leidingen.
We zullen u vertellen hoe u communicatie van koperen leidingen assembleert en aansluit. Hier ontdekt u welke verbruiksartikelen en gereedschappen de artiest nodig heeft. Vaardigheden die zelfs in het dagelijks leven nuttig zijn, zullen het mogelijk maken om zelfstandig pijpleidingen met uitstekende prestatiekenmerken te assembleren.
De inhoud van het artikel:
- Kopersolderen: waarom je het zou moeten leren
- Methoden voor het solderen van koperen onderdelen
- Wat zal er nodig zijn in het proces?
- Soldeertechnologie voor koperproducten
- Veiligheidsmaatregelen bij het solderen van koperen leidingen
- Basisfouten gemaakt bij het solderen
- Conclusies en nuttige video over het onderwerp
Kopersolderen: waarom je het zou moeten leren
Koperen leidingen worden in de praktijk zelden gebruikt. De reden hiervoor zijn de vrij hoge materiaalkosten. Koperen pijpleidingen worden echter terecht als de beste beschouwd.
Dit metaal overtreft alle andere materialen in hittebestendigheid, flexibiliteit en duurzaamheid. Verwarming van koperen pijpleidingen na montage kan het in beton worden gegoten, in muren worden verborgen, enz. Tijdens het gebruik gebeurt er niets met hen.

Dit is het overwegen waard bij het kiezen van materiaal voor verwarming of sanitair. In termen van langdurig gebruik zijn de hogere kosten de moeite waard. Naast de uitstekende prestatiekenmerken die koper heeft, is het vrij eenvoudig te installeren. "Enge verhalen" over moeilijkheden bij het solderen worden meestal overdreven.
Koper is vrij eenvoudig te solderen. Het oppervlak vereist geen gebruik van agressieve reinigingsmiddelen. Veel laagsmeltende metalen hebben een hoge hechting, wat de soldeerkeuze vereenvoudigt.
Dure kopervloeimiddelen zijn niet nodig, omdat er geen gewelddadige reacties met zuurstof optreden als het metaal wordt gesmolten. Tijdens het soldeerproces vervormt de buis niet; de vorm en afmetingen blijven ongewijzigd. De resulterende naad kan indien nodig worden losgemaakt.
Methoden voor het solderen van koperen onderdelen
Solderen wordt beschouwd als de beste methode voor het verbinden van koperen onderdelen. Tijdens bedrijf vult gesmolten soldeer de kleine opening tussen de elementen, waardoor een betrouwbare verbinding ontstaat.
Er zijn twee meest gebruikelijke methoden om dergelijke verbindingen te verkrijgen. Dit is capillair solderen op hoge en lage temperatuur. Laten we uitzoeken hoe ze van elkaar verschillen.
Kenmerken van hogetemperatuurverbindingen
In dit geval vindt het proces van het verbinden van koperen elementen plaats bij temperaturen boven +450 graden. Samenstellingen op basis van redelijk vuurvaste metalen: zilver of koper worden als soldeer gekozen.
Ze bieden een duurzame naad die bestand is tegen mechanische schade en hoge temperaturen. Zo'n verbinding wordt solide genoemd.

De eigenaardigheid van het zogenaamde harde solderen is het uitgloeien van het metaal, wat leidt tot verzachting ervan. Om het verlies aan sterkte-eigenschappen van koper minimaal te houden, mag de voltooide las daarom alleen op natuurlijke wijze worden gekoeld, zonder gebruik te maken van kunstmatig blazen of het onderdeel in koud water onder te dompelen.
De massieve aansluiting wordt gebruikt voor buizen met een diameter van 12 tot 159 mm. Solderen op hoge temperatuur wordt gebruikt om gasleidingen aan te sluiten.
In loodgieterswerk wordt het gebruikt bij het assembleren van waterleidingen voor het monolithisch verbinden van onderdelen met een diameter groter dan 28 mm. Bovendien wordt deze verbinding gebruikt in gevallen waarin de temperatuur van de vloeistof die in de leidingen circuleert hoger kan zijn dan +120 graden.
Solderen op hoge temperatuur wordt ook gebruikt voor het assembleren van verwarmingssystemen. Het voordeel is de mogelijkheid om een aftakking van een eerder geïnstalleerd systeem te regelen zonder het eerst te demonteren.
Solderen bij lage temperatuur in onderdelen
Zachtsolderen of lage temperatuursolderen is het verbinden van koperen onderdelen, waarbij temperaturen onder +450C worden gebruikt. In dit geval worden zachte, laagsmeltende metalen, zoals tin of lood, als soldeer gekozen.
De breedte van de door dergelijk solderen gevormde naad kan variëren van 7 tot 50 mm. De resulterende verbinding wordt zacht genoemd. Het is minder duurzaam dan hard, maar heeft een aantal belangrijke voordelen.

Het belangrijkste verschil is dat het metaal tijdens het soldeerproces niet wordt uitgegloeid. Dienovereenkomstig blijft de kracht hetzelfde.
Bovendien is de temperatuur bij solderen op lage temperatuur niet zo hoog als bij solderen op hoge temperatuur. Daarom wordt het als veiliger beschouwd. Voor het monteren van buizen met een kleine diameter worden zogenaamde zachte verbindingen gebruikt: van 6 tot 108 mm.
Lage temperatuur aansluitingen in sanitair koperen buizen worden gebruikt voor de installatie van waterleidingen en verwarmingsnetwerken, maar op voorwaarde dat de temperatuur van de vloeistof die daarin circuleert lager is dan +130 graden. Voor gasleidingen is het gebruik van dit type aansluitingen ten strengste verboden.
Wat zal er nodig zijn in het proces?
Om hoogwaardige verbindingen te maken, heb je speciale materialen en gereedschappen nodig. Allereerst heeft u vloeimiddel nodig om het vooraf gereinigde oppervlak van de onderdelen te behandelen. Het verwijdert oxiden van de basis, verbetert de vloeiing van gesmolten soldeer en vermindert de oppervlaktespanning.
Daarnaast heb je ook nodig soldeer voor het werken met koper. Voor lassen op hoge temperatuur wordt een materiaal gekozen dat geen lood bevat. Op de verpakking moet de vermelding “loodvrij” of “loodvrij” staan.
Voor solderen bij lage temperaturen wordt laagsmeltend soldeer geselecteerd, dat tin, koper, bismut en zilver kan bevatten. Soldeer voor lage temperaturen is verkrijgbaar in de vorm van 3 mm draad.

Om te werken heb je gereedschap nodig. Allereerst, pijpsnijder. Met zijn hulp kunt u onderdelen op de gewenste maat snijden.Het is belangrijk om gereedschap van hoge kwaliteit te kiezen, zodat het zachte materiaal, dat koper is, niet kreukt.
U hebt ook een afschuinverwijderaar nodig om de bramen te verwijderen. Anders is het onmogelijk om het ene onderdeel in het andere te plaatsen. Voor het reinigen van het binnenoppervlak van de buizen wordt ook een borstel of borstel gebruikt.

Er worden verschillende gereedschappen gebruikt om koperen elementen te verwarmen. Meestal kiezen ze voor solderen op lage temperatuur gasbrander, met een nauw gerichte vlam.
Gasapparatuur werkt in dit geval vanuit een cilinder met een mengsel van propaan en butaan of met zuiver butaan. Eén zo'n vulling is voldoende voor 3-4 honderd gewrichten.
Het apparaat werkt efficiënt; bij verhitting door een brander warmt de buis binnen enkele seconden op. Solderen op hoge temperatuur wordt uitgevoerd met behulp van gasmengsels van propaan-zuurstof of acetyleen-lucht.
Bovendien kan het solderen worden uitgevoerd met een speciale elektrische soldeerbout die is ontworpen om met koperen onderdelen te werken. Het apparaat kan werken met zowel hard- als zachtsoldeer. De soldeerbout wordt aangesloten op het netwerk en gebruikt daar waar het onmogelijk is om met open vuur te werken. Het apparaat is uitgerust met een klemtang en verwijderbare elektroden.
Naast deze gereedschappen heeft u voor de installatie van pijpleidingen een markeerstift of potlood, meetlint, hamer en bouwniveau nodig.
Soldeertechnologie voor koperproducten
Nadat u de gereedschappen en materialen heeft voorbereid, kunt u beginnen met het soldeerproces. We voeren alle bewerkingen in de volgende volgorde uit:
Snij het onderdeel op de gewenste lengte
Er kan een verscheidenheid aan gereedschappen worden gebruikt om koperen leidingen door te snijden. Het meest gebruikte gereedschap is een handmatige pijpsnijder. Om een gelijkmatige snede te garanderen, houdt u de buis uitsluitend loodrecht op het gereedschap.
We klemmen het onderdeel tussen de rol en het mes en draaien de pijpsnijder eromheen. Vergeet niet de stelbout na elke slag ongeveer een derde slag vast te draaien. Wanneer u een pijpsnijder gebruikt, zal de snede glad zijn en zullen er alleen bramen in de pijp verschijnen.

Maar tegelijkertijd zal de diameter van het product iets afnemen, wat ongewenst is. U kunt vervorming van het onderdeel voorkomen door het met een ijzerzaag door te zagen. Maar in dit geval zullen er veel bramen zijn die moeten worden verwijderd en moet u een sjabloon gebruiken om de schuine kant van de snede te verkleinen.
Het verkreukelen of ovaliseren van de pijpsnede zal tot onaangename gevolgen leiden, omdat dit zeker de grootte van de installatieopening zal veranderen. De waarde ervan moet in het bereik van 0,02-0,4 mm liggen. Als de opening kleiner is, kan er geen soldeer in komen. Door de opening te vergroten zal het capillaire effect niet optreden.
Als resultaat van het snijden moet het resultaat een onderdeel zijn met een strikt cilindrisch uiteinde en een minimale snijhoek. Zorg ervoor dat u alle bramen van het onderdeel verwijdert, maak de binnenkant schoon met een borstel en ontvet het. Op dezelfde manier snijden we het tweede stuk buis. We nemen een pijpexpander en gebruiken een hamer om de diameter van de tweede pijp te vergroten.

We controleren hoe de onderdelen in elkaar passen, controleren de afmetingen van de resulterende installatieopening. Het moet exact overeenkomen met de norm. Het tweede deel reinigen en ontvetten we.We voeren de bewerking uit over de gehele dwarsdoorsnede van de buis, waarbij we bedenken dat de lengte van de verbinding gelijk moet zijn aan de diameter van het onderdeel.
Breng vloeimiddel aan op het oppervlak van de buis
Volgens de regels van de techniek koperen leidingen solderen, moet er een laag vloeimiddel op de onderdelen worden aangebracht. We nemen de compositie en brengen deze voorzichtig met een borstel aan op het buitenoppervlak van de buis, die zich in de verbinding zal bevinden.
Wij voeren de operatie zeer zorgvuldig uit. We proberen de minimale hoeveelheid oplossing te verzamelen en deze volledig over het onderdeel te verdelen. Er mag geen overtollige flux op het oppervlak achterblijven.
Onderdelen aansluiten vóór het solderen
Zodra het vloeimiddel op de onderdelen is aangebracht, moeten ze worden samengevoegd. Dit moet snel genoeg gebeuren, zodat er geen vuildeeltjes op het natte oppervlak terechtkomen. Als we met een fitting of een stopcontact werken, maken we een volledige verbinding van de elementen.
Om dit te doen, draait u ze helemaal rond. Tijdens het rotatieproces “vallen” de onderdelen niet alleen op hun plaats, maar wordt de flux ook zo gelijkmatig mogelijk over de installatieopening verdeeld.

Het is verboden om vloeimiddel op het onderdeel achter te laten, omdat het een agressieve chemische samenstelling is.
Het solderen van een kraan met een fitting op basis van een knelring gebeurt in de volgende volgorde:
Gewrichtsvorming tijdens solderen bij lage temperatuur
Bij het maken van een zachte verbinding is het verplicht om laagsmeltende soldeer en vloeimiddel bij lage temperatuur te gebruiken. Voor verwarming kunt u een standaard of kleine gasbrander nemen, die is gevuld met een mengsel van propaan en lucht of propaan met butaan en lucht. Je kunt ook een speciale elektrische soldeerbout nemen.
We nemen de brander, zetten hem aan en richten de vlam naar de verbinding van de pijpen. Het contactvlak tussen de vlam en het onderdeel moet voortdurend worden bewogen. Dit is nodig om ervoor te zorgen dat de elementen gelijkmatig opwarmen. We nemen soldeer en raken er af en toe de montageopening mee aan. Bij voldoende verhitting begint het soldeer te smelten.

Zodra dit gebeurt, verplaatst u de brander opzij zodat het soldeer de capillaire opening volledig kan opvullen. Als het soldeer nog niet begint te smelten, ga dan door met verwarmen. Een kenmerk van solderen bij lage temperaturen is dat het soldeer niet speciaal wordt verwarmd. Het zou moeten smelten door de hitte van de verwarmde elementen van de verbinding.
Nadat het soldeer de capillaire opening volledig heeft opgevuld, moet het worden afgekoeld, bij voorkeur onder natuurlijke omstandigheden. Houd er rekening mee dat de resulterende zachte verbinding een lage sterkte heeft, dus aanraken terwijl deze heet is, is verboden.
Nog een belangrijk punt. Tijdens het soldeerproces is het uiterst belangrijk dat het koper niet oververhit raakt. Anders zal de op het metaal aangebrachte flux worden vernietigd en dienovereenkomstig niet in staat zijn om oxiden op te lossen en te verwijderen, wat een sterk negatief effect zal hebben op de kwaliteit van de verbinding.
Daarom is het raadzaam om vloeimiddel met soldeerpoeder te gebruiken. Wanneer de temperatuur van het onderdeel voldoende is om het soldeer te verwarmen, zal het poeder smelten en zullen druppels van de smelt zichtbaar zijn in het vloeimiddel.
Als het gebruik van een vlam om wat voor reden dan ook onaanvaardbaar is, worden soldeermachines gebruikt die op elektriciteit werken. Dergelijke apparatuur bestaat uit een set voeding, een elektrische tang en een soldeerbout.
De procedure voor het verwarmen en daaropvolgende verbindingsvorming met een soldeerbout verschilt niet van de hierboven beschreven procedure. Het enige voorbehoud: het kan minder tijd kosten om de onderdelen volledig op te warmen dan bij verwarming met een brander.
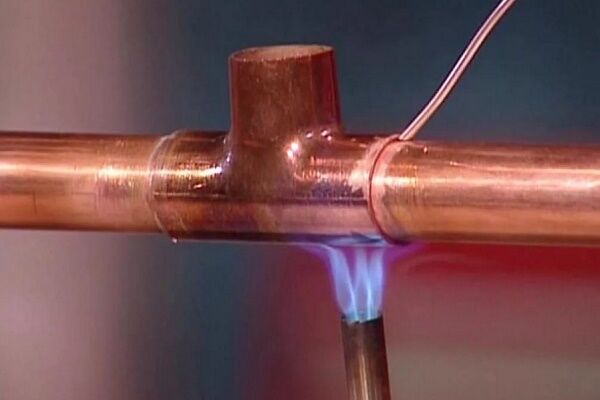
Naadvorming tijdens solderen op hoge temperatuur
Bij dergelijk solderen wordt ook een gasbrander gebruikt om de onderdelen te verwarmen. Het wordt gevoed met een mengsel van propaan en zuurstof of acetyleen en lucht. Het is mogelijk een acetyleen-zuurstofmengsel te gebruiken.
Experts raden aan om onderdelen gelijkmatig en snel te verwarmen. Dat wil zeggen, het verwarmingsproces moet kort zijn. Het gas dat in het apparaat brandt, moet een helderblauwe vlam van lage intensiteit produceren.

We verplaatsen de brander soepel langs de toekomstige aansluiting zodat de verwarming zo uniform mogelijk is. Wanneer het koper opwarmt tot ongeveer 750 graden Celsius, krijgt het een donkere kersenkleur. Breng op dit punt soldeer aan.
Om hem beter op te warmen, kun je hem een beetje opwarmen met een brander. Maar tegelijkertijd moeten we niet vergeten dat het soldeer moet smelten uit de verwarmde delen van de verbinding, en niet uit de brander. Idealiter moet u de verbinding voorzien van minimale verwarming, waarbij het soldeer onmiddellijk smelt en de montageopening de eerste keer opvult.
Dit werkt misschien niet meteen, maar naarmate je meer ervaring opdoet, zal het resultaat verbeteren. Nadat u de opening volledig met soldeer heeft opgevuld, laat u de verbinding afkoelen. Het wordt op dit moment niet aanbevolen om het aan te raken. Veeg de afgekoelde naad grondig af om eventueel achtergebleven vloeimiddel te verwijderen.
Gedetailleerde analyse van de technologie voor het solderen van koperen pijpleidingen met behulp van een gastoorts gegeven in het artikel, waarvan wij u adviseren om vertrouwd te raken met de inhoud ervan.
Veiligheidsmaatregelen bij het solderen van koperen leidingen
Beginnende vakmensen zijn geïnteresseerd in het correct solderen van koperen buizen, maar vergeten tegelijkertijd de veiligheid. Dit is niet mogelijk. Je moet begrijpen dat koper een hoge thermische geleidbaarheid heeft, dus je kunt de onderdelen niet in je handen houden zonder enige vorm van bescherming.
Onzorgvuldigheid en onzorgvuldigheid in montage van koperen pijpleidingen kan leiden tot thermische brandwonden. Kleine elementen tot een lengte van 0,3 m mogen alleen met beschermende handschoenen worden gehanteerd of met een tang worden vastgehouden.
Voorzichtigheid is ook geboden bij het werken met flux. Dit is een uiterst agressieve compositie. Als het tijdens het soldeerproces op uw huid terechtkomt, moet u onmiddellijk stoppen met werken en het vloeimiddel met veel zeepsop van uw huid wassen.Anders kunnen niet alleen thermische, maar ook chemische brandwonden op de huid verschijnen.

Kleding voor werk moet ook correct worden gekozen. Synthetische stoffen zijn absoluut niet geschikt. Kunstvezel is zeer gevoelig voor hoge temperaturen. Het smelt en vat gemakkelijk vlam, dus voor werk kun je het beste dikke kleding van natuurlijk katoen kiezen.
Nog een belangrijk punt. Wanneer de onderdelen worden verwarmd, begint de flux te branden. De dampen zijn gevaarlijk voor de mens. Om deze reden moet de ruimte waarin het solderen van koperen leidingen wordt uitgevoerd goed geventileerd zijn.
Ervaren vakmensen adviseren degenen die voor het eerst gaan solderen om eerst op pijpresten te oefenen. De praktijk leert dat je na drie of vier onafhankelijk voltooide verbindingen al kunt beginnen met het installeren van de pijpleiding. In dit geval is het raadzaam om het systeem op de vloer te monteren en pas daarna te beginnen met solderen.
De voltooide pijpleiding moet grondig worden gespoeld met schoon, heet water om soldeer en vloeimiddel uit de binnenkant van de onderdelen te verwijderen.
Basisfouten gemaakt bij het solderen
Het proces van het solderen van koperen buizen is vrij eenvoudig, maar vereist enige ervaring. Beginners maken vaak fouten in hun werk.
Laten we de belangrijkste bekijken:
- De aanwezigheid van defecten op het oppervlak van de te verbinden onderdelen. Dergelijke defecten kunnen optreden tijdens het snijproces van de buis. Als er over een defect wordt gesoldeerd, zal de naad zwak zijn.
- Verontreiniging in het gebied waar elementen met elkaar verbonden zijn. Onderdelen moeten na het snijden en reinigen worden ontvet.
- Onvoldoende breedte van de installatieopening.Volgens de regels moeten de spleetafmetingen voor onderdelen met een doorsnede van 6 tot 108 mm tussen 7 en 50 mm liggen.
- Onvoldoende verwarming van onderdelen. In dit geval kan het soldeer niet goed met het substraat versmelten. Zo'n naad zal gemakkelijk breken, zelfs bij een kleine belasting.
- Flux bedekt niet het gehele oppervlak van de buis. Oxiden blijven op het oppervlak van het onderdeel achter, wat de kwaliteit van de naad negatief beïnvloedt.
- Oververhitting van het aansluitgebied. Leidt tot fluxverbranding en de vorming van oxide en aanslag. Hierdoor gaat de kwaliteit van de verbinding sterk achteruit.
- Een warme verbinding controleren. Voordat u de kwaliteit van de naad controleert, moet u ervoor zorgen dat de buis is afgekoeld. Anders zal de verbinding onvermijdelijk vervormen en kracht verliezen.
- Het negeren van veiligheidsregels. Het solderen gebeurt bij hoge temperaturen en met agressieve chemicaliën. Beschermende kleding, masker en handschoenen zijn vereist.
Het kan voor een beginnende meester moeilijk zijn om zelfstandig de mate van verwarming van de onderdelen te bepalen, dan is het de moeite waard een professional uit te nodigen en onder zijn begeleiding de eerste verbindingen te maken.
Hij zal u kennis laten maken met de methoden voor het construeren van verwarmingscircuits uit koperen leidingen. volgend artikel, waarmee wij u aanraden vertrouwd te raken.
Conclusies en nuttige video over het onderwerp
Meer interessante informatie over het solderen van koperen buizen vindt u in de volgende video's.
Video #1. Kenmerken van kopersolderen op hoge temperatuur:
Video #2. Hoe koperfittingen correct te solderen:
Video #3. Welke soorten vloeimiddelen zijn er voor solderen?
Zelf koperen leidingen solderen is een nuttige vaardigheid die zeker van pas zal komen voor de thuisklusser. Koperen pijpleidingen gaan heel lang en zonder problemen mee.Gezien de vrij hoge kosten van dergelijke onderdelen, kunt u veel besparen op zelfmontage en een hoogwaardige pijpleiding krijgen tegen een zeer redelijke prijs.
Heeft u persoonlijke ervaring met het verbinden van koperen leidingen door middel van solderen? Misschien heb je kennis over de nuances van het uitvoeren van werkzaamheden? Schrijf opmerkingen in het onderstaande blok, stel vragen, deel uw mening en foto's over het onderwerp van het artikel.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ik kom zeer zelden koperen buizen tegen; heel weinig mensen gebruiken ze daadwerkelijk en geven de voorkeur aan goedkoper en gebruiksvriendelijker plastic. Maar ik heb zulke pijpen gezien in huizen die beweren de status van “elite” te hebben. Ze passen daar perfect in het interieur. En ik moest ze ook solderen. Ik kan uit persoonlijke ervaring zeggen dat dit werk zowel gemakkelijk is als dat er nuances zijn.
Koper is een responsief metaal en zal op zichzelf geen problemen veroorzaken. Maar als u zelf fouten maakt, zal de plaats van uw soldeer na enige tijd lekken. Tegen iedereen die plotseling wordt geconfronteerd met de noodzaak om een koperen buis te solderen, wil ik allereerst zeggen: wees niet lui en verspil geen tijd aan voorbereidende werkzaamheden! Een goed begin is het halve werk.
Als je het slecht ontvet, gaat het lekken. Als je het slecht schoonmaakt, is het hetzelfde. Ten tweede: een gematigde maar voldoende hoeveelheid flux. Als je er spijt van krijgt, zal het lekken. Als je het overdrijft, krijg je een lelijke joint. Ten derde: goede temperatuuromstandigheden. Oververhitting en onderverhitting zijn even slecht. Als je voor de eerste keer gaat solderen, kun je over het algemeen het beste ergens een stuk koperen buis zoeken en oefenen, zoals in het ontwerp. Identificeer tegelijkertijd uw mogelijke fouten.