Elektrisk sveising for nybegynnere: nyanser av sveisearbeid og analyse av hovedfeilene
En leilighet, og spesielt et privat hus, trenger regelmessig vedlikehold og reparasjonsarbeid.En altmuligmann i hjemmet må være en generalist, i stand til å utføre mange forskjellige oppgaver. Derfor ønsker mestere å mestre så mange teknologier som mulig.
En av de mest etterspurte ferdighetene er evnen til å utføre sveisearbeid. Praksis viser at elektrisk sveising er best egnet for nybegynnere – teknologien er enkel og tilgjengelig for alle som vil lære å bruke den. Før du begynner å mestre metoden, bør du gjøre deg kjent med de teoretiske aspektene ved problemstillingen, er du ikke enig?
All nødvendig informasjon er beskrevet i detalj i artikkelen vår. Vi beskrev prinsippet for drift av elektrisk sveising og indikerte hvilken enhet som er best å velge for å jobbe hjemme. I tillegg gir artikkelen en trinn-for-trinn-teknologi for sveising av deler, metoder for å lage sømmer, og viser også mulige defekter i skjøter.
Innholdet i artikkelen:
Hva er elektrisk sveising?
Elektrisk er en av sveisemetodene når en lysbue brukes til å varme opp og deretter smelte metaller. Temperaturen på sistnevnte når 7000°C, som er mye høyere enn smeltepunktet til de fleste metaller.
Den elektriske sveiseprosessen fortsetter som følger. For å danne og opprettholde en elektrisk lysbue, tilføres strøm fra sveiseapparatet til elektroden.

Når elektrodestangen berører overflaten som skal sveises, flyter sveisestrømmen. Under dens påvirkning og påvirkning av den elektriske lysbuen begynner elektroden og metallkantene til elementene som sveises å smelte. Fra smelten, som sveisere sier, dannes et sveisebasseng, der den smeltede elektroden blandes med basismetallet.
Smeltet slagg flyter til overflaten av badekaret, som danner en beskyttende film. Etter at buen er slått av, avkjøles metallet gradvis, og danner en søm dekket med skala. Etter at materialet er helt avkjølt, renses det av.
Ikke-forbrukbare og forbrukbare elektroder kan brukes til sveising. I det første tilfellet introduseres fylltråd i smelten for å danne en sveisesøm, i det andre er dette ikke nødvendig. For å danne og deretter vedlikeholde en elektrisk lysbue, brukes spesialutstyr.
Ferdigheter innen sveising i hjemmet er nødvendig for å utføre et bredt spekter av jobber:
Hva trenger du for å sveise hjemme?
For å utføre arbeidet trenger du først en sveisemaskin. Det finnes flere varianter av det.
La oss bestemme hvilken vi vil foretrekke.
- Sveisegenerator. Et særtrekk er evnen til å generere elektrisk energi og bruke den til å lage en bue. Det vil være nyttig der det ikke er noen gjeldende kilde. Den har imponerende dimensjoner, så den er ikke veldig praktisk å bruke.
- Sveisetransformator. Enheten konverterer vekselspenning tilført fra strømnettet til vekselspenning med en annen frekvens, som er nødvendig for sveising. Apparatene er enkle å betjene, men har betydelige dimensjoner og reagerer negativt på mulige støt i nettspenningen.
- Sveiselikeretter. En enhet som konverterer spenningen som tilføres fra strømnettet til likestrømmen som er nødvendig for å danne en elektrisk lysbue. De er kompakte og svært effektive.
For arbeid hjemme er en likeretter av invertertype å foretrekke. De kalles vanligvis ganske enkelt invertere. Utstyret har svært kompakte dimensjoner. Ved arbeid henges den på skulderen. Prinsippet for drift av enheten er ganske enkelt.
Den konverterer høyfrekvent strøm til likestrøm. Arbeid med denne typen strøm sikrer den høyeste kvaliteten på sveisen.

Invertere er økonomiske og opererer fra et husholdningsnettverk. I tillegg er det bedre for en nybegynner å jobbe med dem. De er ekstremt enkle å bruke og gir en stabil lysbue.
Ulempene med omformere inkluderer høyere kostnader enn andre enheter, følsomhet for støv, fuktighet og strømstøt. Når du velger en omformer for hjemmesveising, vær oppmerksom på utvalget av sveisestrømverdier. Minimumsverdien er 160-200 A.
Ytterligere funksjoner ved utstyret kan gjøre jobben enklere for en nybegynner.
Blant disse hyggelige "bonusene" er det verdt å merke seg:
- Varm start - som betyr en økning i startstrømmen som tilføres i det øyeblikket sveisebuen tennes. Dette gjør det mye lettere å aktivere lysbuen.
- Anti-stick — reduserer sveisestrømmen automatisk hvis elektrodestangen sitter fast. Dette gjør det lettere å trekke av.
- Arc Force - øker sveisestrømmen hvis elektroden føres til arbeidsstykket for raskt. I dette tilfellet oppstår ikke stikking.
I tillegg til alle typer sveisemaskiner, trenger du elektroder. Det er best å velge deres merke ved hjelp av en spesiell tabell, som indikerer typen materiale som sveises.
Du trenger også en sveisehjelm. Den beste er den som går på hodet. Modeller som må holdes i hånden er ekstremt upraktiske.

Masken kan ha et enkelt tonet glass eller en såkalt "kameleon". Det siste alternativet er å foretrekke, siden når en bue vises, blir glasset automatisk mørkere.
Det er nødvendig å arbeide kun i spesielle klær som beskytter mot sprut og ultrafiolett stråling. Dette kan være tykke bomullsdresser, støvler eller høye støvler, lerret eller gummihansker.
Artikkel for deg: 10 beste masker for sveisere: anmeldelse, foto, pris. TOPP 10 beste sveiseelektroder.
Elektrisk sveiseteknologi
Det er bedre å lære å sveise deler riktig ved hjelp av elektrisk sveising under veiledning av erfarne sveisere. Hvis dette av en eller annen grunn ikke fungerer, kan du prøve det selv. Først må du organisere arbeidsplassen din ordentlig. Dette er svært viktig, siden sveising er en høy temperatur og derfor brannfarlig prosess.
For å jobbe må du velge en arbeidsbenk eller en annen base laget av ikke-brennbart materiale. Trebord og lignende produkter er strengt forbudt. Det anbefales at det ikke er brennbare gjenstander i nærheten av stedet der sveisingen skal utføres.
Sørg for å plassere en bøtte med vann i nærheten av deg for å eliminere mulige branner. I tillegg må du finne et trygt sted hvor restene av brukte elektroder vil bli lagret. Selv de minste av dem kan forårsake brann.

For de første uavhengige sømmene må du forberede et unødvendig stykke metall og velge elektroder for det. Eksperter anbefaler å bruke 3 mm stenger i slike tilfeller. Den mindre diameteren brukes til sveising av tynne plater, som det er upraktisk å lære av. Elektroder med større diameter krever utstyr med høy effekt.
Vi starter med å strippe området av metall der sømmen skal ligge. Det skal ikke være rust eller forurensning.
Etter at delen er klargjort, ta elektroden og sett den inn i klemmen til sveisemaskinen. Deretter tar vi "jordings"-klemmen og fester den godt til delen. La oss sjekke kabelen igjen. Den skal være stukket inn i holderen og godt isolert.
Nå må du velge driftsstrømmen for sveisemaskinen. Den velges i henhold til diameteren på elektroden. Vi setter den valgte kraften på panelet til sveiseutstyret.
Neste trinn er å tenne lysbuen. For å gjøre dette, må du bringe elektroden til delen i en vinkel på omtrent 60 ° og veldig sakte flytte den langs basen. Gnister skal vises. Så snart dette skjer, berør delen med elektroden lett og hev den umiddelbart til en høyde på ikke mer enn 5 mm.

I dette øyeblikket blinker en lysbue, som må opprettholdes gjennom hele operasjonen. Lengden skal være 3-5 mm. Dette er avstanden mellom enden av elektroden og arbeidsstykket.
Når du opprettholder lysbuen i arbeidstilstand, må du huske at under drift brenner elektroden ut og blir kortere. Hvis elektroden kommer for nær arbeidsstykket, kan det oppstå stikking. I dette tilfellet må du svinge den litt til siden. Det kan hende at lysbuen ikke antennes første gang. Kanskje det ikke er nok strøm, da må den økes.
Etter at nybegynnersveiseren har lært å tenne lysbuen og holde den i fungerende stand, kan du begynne å sveise perlen. Dette er den enkleste av alle operasjoner.Vi tenner lysbuen og begynner å bevege elektroden veldig jevnt og forsiktig langs den fremtidige sømmen.
Samtidig utfører vi oscillerende bevegelser som ligner en halvmåne med liten amplitude. Det ser ut til at vi "raker" det smeltede metallet mot midten av buen. På denne måten skal du få en jevn søm som ser ut som en rulle. Det vil være lite bølgelignende metall som henger på den. Etter at sømmen er avkjølt, må du banke skalaen inn i den.
Buesveiseteknikker - sveisemetoder
For å få en søm av høy kvalitet, må du lære å vedlikeholde og deretter flytte buen. Lengden på lysbuen påvirker spesielt kvaliteten. Hvis den er mer enn 5 mm, anses den som lang.
I dette tilfellet oppstår nitrering og oksidasjon av det smeltede metallet. Det spruter ut i dråper, noe som gjør sømmen porøs og ikke sterk nok. Hvis lysbuen er for kort, kan det oppstå manglende penetrering.

Ulike teknikker brukes for å utføre sveising. La oss se på de viktigste i detalj.
Alternativ #1: Bunnskjøter
Den vanligste og enkleste måten å koble deler på. For metalltykkelser opp til 0,8 cm brukes dobbeltsidig sveising. For forbindelser laget av metall tynnere enn 0,4 cm utføres kun ensidig sveising.
For arbeid velges elektroder hvis diameter er lik tykkelsen på metallet. Hvis den overstiger 8 mm, utføres sveising med skjærekanter. I dette tilfellet er skjærevinkelen ca. 30°.
Sveising utføres i flere omganger. Det anbefales å bruke avtakbare puter laget av stål eller kobber for å unngå brannskader. Den første passeringen utføres med en elektrode med liten diameter, ikke mer enn 4 mm.
Når du lager den første sømmen, er nøyaktigheten og penetreringsdybden svært viktig. Etter påføring skal det ikke være smeltet metall bak kantene.
For den andre og alle påfølgende passeringer brukes elektrodestenger med større diameter. De er valgt for høykvalitets fylling av fordypningen dannet mellom kantene.
Elektroden beveges sakte langs sømmen, og utfører oscillerende bevegelser, som om elektroden vippes fra side til side, for å fylle hulrommene fullstendig med smeltet metall.
Alternativ #2: Nedre hjørneskjøter
Erfarne sveisere hevder at gode resultater kan oppnås ved å sveise hjørner "i en båt". Dette betyr at delene som skal kobles sammen installeres i en vinkel på 45° eller annet.
Dette sikrer høykvalitets penetrering av produktveggene, og faren for underskjæring og manglende gjennomtrengning reduseres. Denne sveisemetoden gjør at sveising av sømmer med stort tverrsnitt kan avsettes i én omgang.

Det er to typer båtsveising - symmetrisk og asymmetrisk:
- Helningen til delene er 45°. Sannsynligheten for å synke eller underskjære en av veggene er minimal. Sveising av omvendt og direkte polaritet utføres ved maksimale strømverdier. Når du utfører sveising med omvendt polaritet, bør lengden på lysbuen være minimal.
- Tilt av deler i en vinkel på 60° eller 30° - asymmetrisk "båt". Dette alternativet er veldig praktisk hvis arbeidet utføres på vanskelig tilgjengelige steder, siden amplituden til elektrodens bevegelse er liten. Sveiseren retter lysbuen til selve roten av sømmen, og man må passe på at den ikke går utover grensene for den fremtidige sømmen. Det er heller ikke tillatt å legge for mye metall i en omgang.
Hjørneskjøter kan være T-type, så du må lære å sveise metall riktig og uten feil ved å bruke elektrisk sveising i flere omganger.
Bruken av ett pass er kun mulig ved sveising av enkle strukturer med sider som danner en vinkel på 45° i en kilsveis. Diameteren på elektroden i dette tilfellet kan ikke overstige tykkelsen på metallet med mer enn 0,15-0,3 cm.
Standard flerpass T-sveising utføres som følger. For den første passeringen tas en elektrode med større diameter enn de som er valgt for påfølgende passeringer.For eksempel brukes en elektrode hvis dimensjoner varierer fra 0,4 til 0,6 cm.

Sveising utføres jevnt, uten tverrgående oscillerende bevegelser. Når du utfører andre passeringer, utføres de nødvendigvis. Det er viktig at vibrasjonsamplituden er innenfor tillatt sømbredde.
Et annet viktig poeng. Ved T-sveising på en kileskjøt skal lysbuen alltid tennes på en hylle plassert horisontalt.
Når du gjør elektrisk sveising av hjørner med egne hender, kan du bruke en overlappende type tilkobling. I dette tilfellet plasseres delene som skal sveises oppå hverandre med overlapping. Buen under direkte polaritetssveising skal være kort, og under omvendt polaritetssveising skal den være så kort som mulig. Rett buen nøyaktig til roten av forbindelsen.
Under sveiseprosessen er det nødvendig å utføre frem- og tilbakegående bevegelser med små amplitude med elektroden. Dette vil tillate at hele fugeområdet varmes jevnt opp. I dette tilfellet vil sveisebassenget være jevnt fylt, og sømmen vil være konveks og i full størrelse.
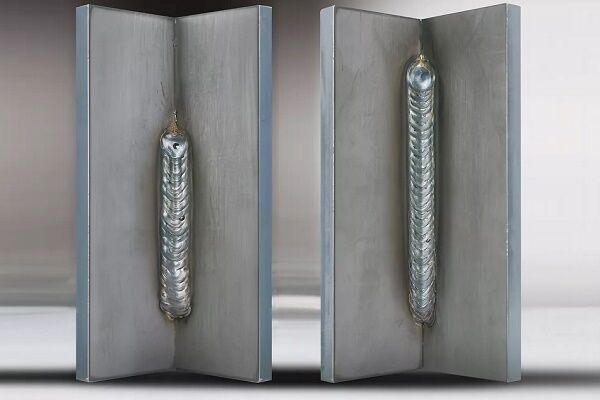
Alternativ #3: vertikale sømmer
Sømmer rettet vertikalt er laget kun med en kort bue. I dette tilfellet bør arbeidsstrømmen være 10 % -20 % mindre enn ved sveising av deler i nedre posisjon. Disse kravene er enkle å forklare.
En lavere strømstyrke gjør at det smeltede flytende metallet ikke vil renne fra sveisebassenget. En mindre bue er mer praktisk å bruke.

Erfarne sveisere foretrekker å sveise vertikale sømmer fra bunnen og opp. Buen settes i brann på det laveste punktet i den fremtidige sømmen. Etter det blir en liten horisontal plattform forberedt, hvis dimensjoner tilsvarer tverrsnittet av den fremtidige sømmen.
Flytt deretter elektrodestangen sakte opp. I dette tilfellet må bevegelser over forbindelsen utføres.
De kan være i form av et fiskebein, hjørne eller halvmåne. Det siste alternativet er det enkleste å implementere. I tillegg er det viktig å opprettholde riktig plassering av elektroden. Teoretisk sett oppnås penetrering best hvis stangen er plassert vinkelrett på sømmen, det vil si horisontalt.
Stumsveiser er preget av følgende kriterier:
Praksis viser at i denne posisjonen til elektrodestangen strømmer flytende metall nedover sømmen. For å unngå dette er helningsvinkelen til stangen valgt innenfor området 45°-50°. Dette er det optimale alternativet for vertikal sveising. For å sveise deler i retning nedenfra og opp, velg elektroder hvis diameter ikke overstiger 0,4 cm.
Alternativ #4: Rørledningsdetaljer
Hjemme må du ofte huske hvordan du elektrisk sveiser et metallrør. En vertikal søm er vanligvis laget på siden av delen, og en horisontal søm langs omkretsen. Stålrør stumpsveiset. Alle kanter må være godt kokt.
For å sikre at nedfallet inne i røret er minimal, bringes elektroden til produktet i en vinkel på ikke mer enn 45°. Sømbredden skal være 0,6-0,8 cm, høyde - 0,2-0,3 cm.

Før sveisearbeidet påbegynnes, rengjøres delene som skal skjøtes grundig. Endene av røret inspiseres. Hvis de er deformert, rettes de ut eller kutte ved hjelp av en rørkutter. Deretter rengjøres kantene på delene fra innsiden og utsiden til en metallisk glans i en avstand på minst 1 cm fra kanten. Start deretter sveisingen.
Skjøten sveises uten avbrudd til den er ferdigsveiset. For ikke-roterende skjøter av rør med vegger opptil 0,6 mm brede, utføres to sveisepass, for produkter med vegger fra 0,6 til 1,2 cm brede - tre passeringer, for deler med vegger bredere enn 1,9 cm - fire passeringer.
I dette tilfellet påføres hver påfølgende søm først etter at skalaen er fjernet fra den forrige.
Kvaliteten på den første sømmen er viktigst.Under prosessen skal alle stumpe og kanter smelte helt. Det skal ikke være noen sprekker, selv de minste. Hvis de finnes, blir de smeltet eller kuttet ned. Deretter sveises fragmentet igjen. Sveising av roterende rør utføres på samme måte.
Mulige feil i sveiseskjøter og sømmer
Elektrisk sveising er en kompleks prosess og ikke alltid alt går på skinner.
Som et resultat av driftsfeil kan sømmer og skjøter ha ulike defekter, inkludert:
- Kratere. Små fordypninger i sveisestrengen. De kan vises som et resultat av en brukket bue eller en feil i utførelsen av det endelige fragmentet av sømmen.
- Porer. Sveisesømmen blir porøs som følge av forurensning av delenes kanter med rust, olje osv. I tillegg kan porøsitet oppstå når sømmen avkjøles for raskt, ved høye sveisehastigheter og ved arbeid med utørrede elektroder.
- Underskjæringer. De ser ut som små fordypninger på begge sider av suturperlen. Vises når elektrodene er forskjøvet i retning av den vertikale veggen ved sveising av hjørneskjøter. I tillegg oppstår underskjæringer ved arbeid med lang lysbue eller når sveisestrømmen er for høy.
- Slagg inneslutninger. Det er slaggbiter inne i sveisestrengen. Dette kan skje hvis kantene er skitne, sveisehastigheten er høy eller sveisestrømmen er for lav.
Dette er de vanligste sveisefeilene, men det kan være andre.
Ytterligere informasjon om sveising av vertikale og horisontale sømmer ved bruk av elektrisk sveising er presentert i denne artikkelen.
Konklusjoner og nyttig video om temaet
Funksjoner ved rørsveising:
Slik velger du riktig sveiseomformer:
Om ønskelig kan enhver hjemmehåndverker mestre det grunnleggende innen sveising. Det er ikke så vanskelig. Det vil kreve tålmodighet, nøyaktighet og, selvfølgelig, nøyaktig utførelse av alle instruksjoner. Alt vil bli mye lettere hvis prosessen med å mestre en ny ferdighet foregår under veiledning av en erfaren spesialist.
Har du personlig erfaring med å koble sammen deler ved hjelp av elektrisk sveising? Vil du dele kunnskapen din eller stille spørsmål om emnet? Legg igjen kommentarer og delta i diskusjoner - tilbakemeldingsskjemaet finner du nedenfor.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Takk skal du ha! Jeg lærte mye nyttig for meg selv. Hvordan sveise firkantede rør riktig i en vinkel på 90?
En nyttig video, etter min mening, spesielt for delitister.
Takk skal du ha! Det var veldig interessant å lese.
takk for infoen
God ettermiddag Beklager at jeg spør uten representasjon utenfra, men det er ingen alternativer... Vennligst svar på spørsmålet. I sveisearbeid og konsepter - fullstendig null. Men tiden er slik at du må ta på deg alt. Det var behov for å sveise tynt (1 - 2 mm) jernholdig metall. Det donerte italienske miraklet Deca STARFLUX 130AC har ligget lenge. Utgang til flux-kjernetråden direkte fra transformatoren... Er dette normalt? Hvordan skal de fungere riktig? Takk skal du ha….