Vse o jeklenih ceveh: pregled tehničnih lastnosti in nianse namestitve
Jeklene cevi se zelo pogosto uporabljajo v industriji in vsakdanjem življenju. Uporablja se pri polaganju zaprtih in odprtih komunikacij, ki dovajajo pline in tekočine razdelilnim postajam.Jekleni izdelki se uporabljajo za zaščito napajalnih in signalnih kablov v letalski in avtomobilski industriji.
Jeklene cevi služijo kot strukturni in dekorativni elementi na številnih področjih. V vsakdanjem življenju so iz njih sestavljeni sistemi za oskrbo z vodo in ogrevanje. Izdelki imajo visoke fizikalne lastnosti, vzdržijo znatne delovne obremenitve in zanesljivo služijo več let.
Vsebina članka:
Vrste jekla za proizvodnjo
Pri proizvodnji jeklenih cevi v industrijski proizvodnji se uporabljajo naslednje vrste surovin:
- ogljikovo jeklo st 3, st 10-20, st17g1s-u - za elektrovarjene univerzalne cevi splošnega namena;
- jeklo 20-10 - za proizvodnjo vroče valjanih cevi brez šiva;
- jeklo 20 - za hladno oblikovan material cevi;
- korozijsko odporno jeklo 12Х18Н12Т, 12Х18Н10Т, 08Х18Н10Т - za cevi v povpraševanju v energetski in kemični industriji.
Nizkolegirana jekla imajo dobre mehanske lastnosti in dostopno ceno.Legirni dodatki pozitivno vplivajo na fizikalne lastnosti jekla, izboljšajo žilavost in duktilnost, naredijo material bolj vzdržljiv in odporen na visoke temperature in atmosfersko korozijo.
Vendar pa je cena legiranega jekla nekoliko višja in cevi iz njega so vedno nekoliko bolj cenjene. Glede na stopnjo legiranosti delimo jeklo v tri razrede.

Nizkolegirani material ne vsebuje več kot 2,5% različnih dodatkov. Pri zmerno legiranih vrstah se ta številka giblje od 2,5 do 10%. V visoko legiranih vrstah je količina komponent, ki izboljšajo osnovne lastnosti kovine, od 10 do 50%.
Obstaja skupno 14 vrst visokolegiranih jeklenih zlitin z različnimi lastnostmi. Najbolj priljubljeni so materiali, ki izkazujejo dobro odpornost na različne korozivne pojave in lahko učinkovito delujejo brez uničenja strukture pri izjemno visokih temperaturah.
Izdelava jeklenih cevi: osnovne metode
Jeklene cevi izdelujemo na več načinov.
Najpogostejše možnosti izdelave so:
- električno varjeno z ravnim šivom;
- električno varjeno s spiralnim šivom;
- vroče oblikovan brez šiva;
- hladno valjano brez šiva.
Izbira primernega načina obdelave kovin je odvisna od kakovosti surovin in opreme, ki jih ima proizvajalec na voljo.
Poseben standard ureja cevi za vodo in plin.Vendar to ni zato, ker za ta material obstaja posebna proizvodna metoda, ampak le glede na področje uporabe.
Dejansko so cevi te vrste univerzalni električni varjeni izdelek z ravnim šivom. Običajno se ta tip uporablja v komunikacijskih sistemih z zmernim pritiskom.
Kako se izdelujejo električno varjeni izdelki z ravnim šivom?
Jekleno pločevino (trak), zvito v tesen zvitek, odvijemo in razrežemo na vzdolžne trakove zahtevane dolžine in širine. Nastali fragmenti so zvarjeni v neskončni trak in tako zagotovljena kontinuiteta v proizvodnji.
Trak se nato deformira v valjih in obdelovanec se pretvori v okrogel izdelek z odprtimi robovi. Povezovalni šiv je varjen z obločno metodo, indukcijskimi tokovi, plazmo, laserjem ali elektronskimi žarki.

Po vseh manipulacijah se okrogla jeklena cev kalibrira v valjih in se izvede občutljivo nedestruktivno testiranje trdnosti in celovitosti šiva z uporabo ultrazvoka ali vrtinčnih tokov. Če med testiranjem ni odkritih napak, se obdelovanec razreže na dele načrtovane dolžine in pošlje v skladišče.
Proizvodnja elektrovarjenih tipov spiralnih šivov
Proizvodnja spiralno varjenih jeklenih cevi poteka po enakem principu kot ravnošivne jeklene cevi, le da se za izdelavo izdelkov uporabljajo enostavnejši mehanizmi.Glavna razlika je v tem, da se rezani jekleni trak z valji zvije v spiralo in ne v cev. To zagotavlja visoko natančnost povezave na vseh stopnjah.

Spiralni šiv velja za bolj zanesljivega in daje cevi povečano natezno trdnost. Pomanjkljivosti vključujejo povečano dolžino šiva, kar zahteva dodatne stroške za varilne materiale in več časa za spajanje.
Proizvodnja vroče deformiranih brezšivnih izdelkov
Monolitni cilindrični surovec se uporablja kot surovec za izdelavo brezšivne (polno vlečene) jeklene cevi z metodo vročega deformiranja.
Segreva se pri visokih temperaturah v industrijski peči in pelje skozi prebadajočo stiskalnico. Enota pretvori izdelek v tulec (votel valj), naknadna obdelava z več valji pa da elementu potrebno debelino stene in ustrezen premer.

Na zadnji stopnji se vroča jeklena cev ohladi, razreže po določenih parametrih in prenese v skladišče končnega izdelka.
Značilnosti proizvodnje hladno deformiranih cevi
Začetna faza postopka izdelave brezšivnih jeklenih cevi s hladnim deformiranjem je enaka "vroči" različici. Vendar pa se po prehodu skozi prebijalni mlin tulec takoj ohladi in vsi drugi postopki se izvajajo v hladnem okolju.
Ko je cev popolnoma oblikovana, jo je treba žariti, najprej segreti na temperaturo rekristalizacije jekla in nato ponovno ohladiti. Po takih ukrepih se viskoznost strukture poveča, notranje napetosti, ki se neizogibno pojavijo med hladno deformacijo, zapustijo samo kovino.

Trenutno trg ponuja brezšivne hladno valjane cevi z debelino stene od 0,3 do 24 mm in premerom od 5 do 250 mm. Njihove prednosti vključujejo visoko stopnjo tesnosti in sposobnost, da prenesejo visok pritisk.
Vrste odsekov in prevlek
Glede na vrsto preseka jeklene cevne elemente delimo na okrogle in profilne. Okrogle so univerzalne vrste in imajo najširšo gradacijo premera lukenj in debeline stene. Proizvajajo se samo v industrijskih pogojih iz jeklenih zlitin in različnih dodatkov, ki izboljšajo fizikalne lastnosti materiala.

Razpon uporabe pokriva skoraj vsa industrijska in domača področja. Okrogle jeklene cevi različnih premerov se uporabljajo za transport nafte in plina, za opremljanje zanesljive izolacije komunikacijskih sistemov katere koli kompleksnosti in velikosti, za ustvarjanje lahkih zgradb in različnih elementov zunanjega in notranjega dekorja.
Profilne cevi so progresivna vrsta konstrukcijske kovine z ovalnim, kvadratnim ali pravokotnim prerezom.Izdelan je iz nizko legiranega in ogljikovega jekla, redkeje iz nerjavnega jekla, s hladno ali vročo deformacijo vzdolžno varjene okrogle elektrovarjene gredice.
Oblikovanje poteka s prehodom dela skozi valje, ki zagotavljajo zahtevani prečni prerez.

Končane jeklene cevi se preverijo glede celovitosti zvara in dodatno toplotno obdelajo za razbremenitev notranjih mehanskih obremenitev. Nato se izrežejo v skladu z zahtevanimi dimenzijami. Za izboljšanje fizikalnih lastnosti jeklenih cevi se nanje nanese zaščitni premaz.
Najbolj priljubljene vrste vključujejo:
- cink (hladen ali vroč);
- večplastni ali ekstrudirani polietilen;
- epoksi-bitumen;
- cementno-pesek.
Cink ščiti cevi pred korozijo, polietilen ustvari gosto, neprepustno plast na površini in preprečuje uničenje kovinske strukture, bitumen-epoksi zmanjša vpliv blodečih tokov, cementno-pesek pa ščiti notranjo površino pred biološkim obraščanjem.
Standardi in velikosti jeklenih cevi
Za valjane jeklene cevi obstajajo posebni standardi in GOST. Ti parametri opisujejo način izdelave izdelka, njegove osnovne dimenzije, presek in debelino stene. Na podlagi teh podatkov se določi področje uporabe določenega dela.
Parametri za ravne zvare
Proizvodnja elektrovarjenih cevi z ravnim šivom ureja GOST 10704-91. Po njegovih informacijah je zunanji premer izdelka 10-1420 milimetrov, debelina stene pa se giblje od 1 do 32 milimetrov.
Armatura, ki v premeru ne presega 426 milimetrov, ima izmerjene in neizmerjene dolžine. V posebnih primerih so izdelane cevi z močnejšim, ojačanim šivom, vendar zanje obstaja poseben poseben standard - GOST 10706.

Cevi te vrste se najpogosteje uporabljajo za polaganje tehnoloških komunikacijskih sistemov z zmernim pritiskom in ustvarjanje praktičnih, priročnih in lahkih kovinskih konstrukcij za različne namene.
Predpisi za elektrovarjene spiralno varjene cevi
Proizvodnja elektrovarjenih cevi s spiralnim šivom poteka v skladu z GOST 8696-74. Zunanji premer takih izdelkov je 159-2520 milimetrov, debelina stene je od 3,5 do 25 milimetrov, dolžina pa 10-12 metrov.

Tako izdelane cevi so bolj trpežne in prenesejo visok pritisk. Standard omogoča njihovo uporabo za domače in industrijske namene za ustvarjanje zanesljivih, zaprtih in operativno stabilnih komunikacijskih sistemov.
Zahteve za brezšivne vroče oblikovane izdelke
Standardi za brezšivne vroče deformirane cevi so opisani v GOST 8732-78. Debelina njihovih sten je 2,5-75 milimetrov, premer pa se giblje od 20 do 550 milimetrov. Po dolžini, tako izmerjeni kot neizmerjeni, se velikost giblje od 4 do 12,5 metrov.

Cevi te vrste se uporabljajo za transport zelo strupenih snovi za kemično proizvodnjo. Odsotnost šiva zagotavlja, da ni puščanja in da škodljive snovi ne morejo priti v tla ali ozračje.
Sposobnost, da brez težav prenesejo stalen visok tlak, naredi brezšivne cevi pomembne za rafiniranje nafte in plinsko industrijo.
Standardi za hladno obdelane brezšivne cevi
Hladno valjane jeklene cevi so izdelane po GOST 8734-75. Zunanji premer ojačitve se giblje od 5 do 250 milimetrov, debelina stene pa 0,3-24 milimetrov. Izdelke izdelujemo v nemerskih dolžinah od 1,5 do 11,5 metrov in v merskih dolžinah od 4,5 do 9 metrov.

Brezšivne jeklene cevi, izdelane s hladno deformacijo, kažejo visoko trdnost, delovno stabilnost in zanesljivost skozi celotno obdobje uporabe.
Značilnosti in značilnosti vodnih in plinskih izdelkov
Cevi za plin in vodo se proizvajajo v skladu s predpisi GOST 3262-75. Ta vrsta valjane kovine je vključena v ločen standard samo zaradi ožjega področja uporabe.
Zunanji premer izdelka je 10,2-165 milimetrov, debelina stene pa 1,8-5,5 milimetrov. Razpon velikosti za neizmerjene in izmerjene dolžine je enak - od 4 do 12 metrov.

Standard predvideva proizvodnjo ne samo običajnih, ampak tudi pocinkanih vodovodnih in plinskih cevi.
Montaža jeklenih cevovodov: osnovne metode
Postopek sestavljanja zanesljivega, vzdržljivega in dobro delujočega komunikacijskega sistema iz jeklenih cevi zahteva veliko dela, veliko časa in razpoložljivost posebnih profesionalnih orodij.
Material je razdeljen na kose zahtevane dolžine z uporabo rezalnikov cevi. Povezava je običajno izvedena na tri načine: varjenje, navoj in prirobnica.
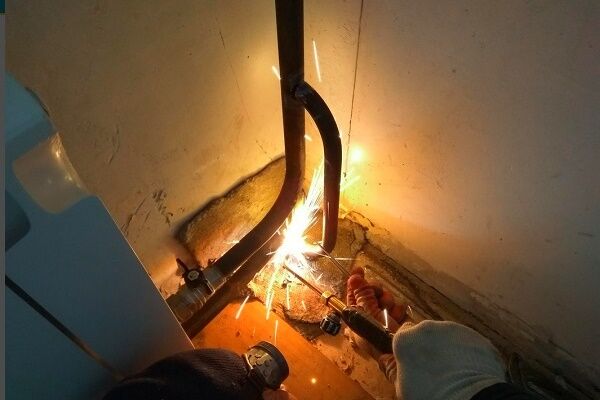
Varilni priključek
Namestitev cevi, ki ji sledi povezovanje vseh delov s plinskim ali drugim varjenjem, velja za najenostavnejši, najbolj praktičen in cenovno dostopen način vgradnje.
Tako opremljen sistem ima visoko stopnjo tesnosti, lahko prenese velike delovne in vibracijske obremenitve, ne zahteva resnih vzdrževalnih ukrepov in ga je mogoče enostavno popraviti, če pride do težave.

Če se polaganje komunikacij izvaja v težkih pogojih ali na težko dostopnih mestih in je varilna dela fizično nemogoča, se uporabi navojna (fiting) ali prirobnična metoda povezovanja potrebnih delov.
Prileganje niti
Pri tej možnosti se cevi privijejo na navoj z uporabo armature različnih vrst in sestanki. To vam omogoča, da v prihodnosti opravite lokalna popravila in odpravite okvare na določeni lokaciji, ne da bi se zatekli k demontaži celotnega komunikacijskega sistema.

Glavna prednost navojne metode namestitev ogrevalnega sistema ali oskrba z vodo je preprostost in dostopnost. Za izdelavo želene strukture iz jeklenih cevi in fitingov ni potrebna posebna oprema, strokovno znanje ali bogate izkušnje pri izvajanju popravil.
Vsa dela so intuitivna in enostavna za izvedbo tudi osebam, ki nimajo ustreznih kvalifikacij. Navoj na jekleni cevi Lahko ga odrežete sami. Naš priporočeni članek vas bo seznanil s tehnologijo.
Izdelava sistema z uporabo prirobnic
Druga metoda povezovanja jeklenih cevi v skupni komunikacijski kompleks vključuje uporabo prirobnic različnih oblik in konfiguracij (križi, koti, spojke itd.).Te dele privarimo na robove cevi, v luknje vstavimo vijake ustreznega kalibra in nanje privijemo matice, ki zagotavljajo natančno pritrditev.
Med matico in vijak je treba namestiti tesnilo. Za sistem, ki je odgovoren za oskrbo s toplo in hladno vodo (največja temperatura do 100 stopinj), se uporabljajo tesnila iz debelega (približno 3 mm) kartona.

Najprej se del navlaži z vodo in posuši. Nato namočite v segreto sušilno olje 25-30 minut. Po tem postopku tesnilo pridobi želeno strukturo in služi dolgo časa tudi v pogojih intenzivne uporabe.
Za komunikacijsko službo hladilna tekočina Pri povišanih temperaturah (do 450 stopinj) in osnovnem tlaku do 5 MPa se uporablja paronitni tesnilni material. Za sisteme, ki prenašajo paro s tlakom do 0,15 MPa, se za tesnjenje uporablja debel (približno 3-6 mm) azbestni karton z gosto strukturo in dobro fleksibilnostjo.
Da bi azbestno tesnilo trajalo dlje, je predhodno prevlečeno z grafitno spojino iz naravnega sušilnega olja.

Da bi zagotovili pravilno prirobnično povezavo, so glave vseh delovnih vijakov nameščene na eni strani, pri čemer pazite, da konci vijakov štrlijo iz matic za največ polovico premera vijaka.
Privijanje vijakov in matic se izvaja z najbolj običajnim ključem ali nastavljivim ključem. Razstavite strukturo z istimi orodji, odvijte matice in vijake enega za drugim. Če je kateri koli del pokrit z rjo in ga ni mogoče odstraniti, ga izbijte s kladivom.

Tesnilo, ki se je med delovanjem pokvarilo, odrežemo z dletom in na njegovo mesto vstavimo nov del. Pri demontažnih delih ravnajo zelo previdno in previdno, da del, ki ostane brez pritrdilnih elementov, ne pade na delavca in ga poškoduje.
Zaključki in uporaben video na to temo
Osnovna navodila za delo z jeklenimi cevmi za začetnike. Koristni nasveti in triki za namestitev.
Videoposnetek podrobno prikazuje, kako pravilno variti jeklene cevi v različnih položajih. Profesionalni varilci delijo svoje skrivnosti in načela delovanja.
Različne metode povezovanja jeklenih cevi: zanimive nianse in priporočila za domače mojstre.
Če natančno poznate ponudbo jeklenih cevi na trgu, lahko preprosto izberete možnosti izdelkov, ki so idealne za oblikovanje potrebnega komunikacijskega sistema.
Bi radi povedali o tem, kako ste izbrali cevi iz jeklenih zlitin za gradnjo komunikacij v lastni hiši/stanovanju? Ali imate informacije, ki bodo koristne za obiskovalce spletne strani? V spodnji blok napišite komentarje, postavite vprašanja, objavite fotografije na temo članka.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
V vsakdanjem življenju se jeklene cevi postopoma umikajo plastičnim cevem, ki so veliko bolj priročne za delo. Toda jeklo ima tudi svoje prednosti - dolgo življenjsko dobo, trdnost, požarno odpornost, odpornost proti koroziji.
Odpornost proti koroziji, resno? Ste ga morda zamenjali s PVC-jem?