Све о челичним цевима: преглед техничких карактеристика и нијанси уградње
Челичне цеви се веома широко користе у индустрији и свакодневном животу. Користи се при постављању затворених и отворених комуникација за снабдевање гасова и течности до дистрибутивних станица.Производи од челика се користе за заштиту енергетских и сигналних каблова у авионској и аутомобилској индустрији.
Челичне цеви служе као структурни и декоративни елементи у бројним областима. У свакодневном животу од њих се састављају системи за водоснабдевање и грејање. Производи имају високе физичке карактеристике, издржавају значајна радна оптерећења и поуздано служе дуги низ година.
Садржај чланка:
Челик за производњу
У производњи челичних цеви у индустријској производњи користе се следеће врсте сировина:
- угљенични челик ст 3, ст 10-20, ст17г1с-у – за електрозаварене универзалне цеви опште намене;
- челик 20-10 – за производњу топло ваљаних цеви без шава;
- челик 20 – за хладно обликовани материјал цеви;
- челик отпоран на корозију 12Х18Н12Т, 12Х18Н10Т, 08Х18Н10Т - за цеви које су тражене у енергетској и хемијској индустрији.
Нисколегирани челици имају добре механичке особине и приступачну цену.Адитиви за легирање позитивно утичу на физичке карактеристике челика, побољшавају жилавост и дуктилност, чине материјал издржљивијим и отпорнијим на високе температуре и атмосферску корозију.
Међутим, цена легираног челика је нешто већа и цеви направљене од њега се увек цене мало више. Према степену легирања, челик се дели у три класе.

Нисколегирани материјал садржи не више од 2,5% различитих адитива. Код умерено легираних врста ова бројка се креће од 2,5-10%. Код високолегираних врста, количина компоненти које побољшавају основна својства метала креће се од 10 до 50%.
Постоји укупно 14 врста легура високолегираних челика са различитим карактеристикама. Најпопуларнији су материјали који показују добру отпорност на различите корозивне појаве и могу ефикасно да раде без уништавања структуре на екстремно високим температурама.
Израда челичних цеви: основне методе
Челичне цеви се израђују на неколико начина.
Најчешће опције производње су:
- електрично заварени са равним шавом;
- електрично заварени са спиралним шавом;
- топло обликовано без шава;
- хладно ваљана без шава.
Избор одговарајуће методе обраде метала зависи од квалитета сировина и опреме која је доступна произвођачу.
Одвојени стандард регулише цеви за воду и гас.Међутим, то није зато што постоји посебан начин производње за овај материјал, већ само на основу области примене.
У ствари, цеви овог типа су универзални електрично заварени производ са равним шавом. Обично се овај тип користи у комуникационим системима са умереним притиском.
Како се праве електрозаварени производи са правим шавом?
Челични лим (трака) умотан у чврсту ролну се одмотава и сече на уздужне траке потребне дужине и ширине. Добијени фрагменти су заварени у бескрајну траку, чиме се обезбеђује континуитет у производњи.
Трака се затим деформише у ваљцима и радни предмет се претвара у округли производ са отвореним ивицама. Спојни шав се заварује методом лука, индукционим струјама, плазмом, ласерским или електронским сноповима.

Након свих манипулација, округла челична цев се калибрише у ваљцима и врши се деликатно неразорно испитивање чврстоће и интегритета шава ултразвуком или вртложним струјама. Ако се током испитивања не пронађу грешке, радни предмет се исече на фрагменте планиране дужине и шаље у складиште.
Производња електрозаварених спиралних шавова
Производња спирално заварених челичних цеви следи исти принцип као и челичне цеви равног шава, само се за производњу производа користе једноставнији механизми.Главна разлика је у томе што се исечена челична трака умотава у спиралу, а не у цев помоћу ваљака. Ово обезбеђује високу тачност везе у свим фазама.

Спирални шав се сматра поузданијим и даје цеви повећану затезну чврстоћу. Недостаци укључују повећану дужину шава, што захтева додатне трошкове за материјале за заваривање и више времена за спајање.
Производња топло деформисаних бешавних производа
Монолитни цилиндрични бланк се користи као бланк за израду бешавне (пуно вучене) челичне цеви методом вруће деформације.
Загрева се на високим температурама у индустријској пећи и вози кроз пирсинг пресу. Јединица претвара производ у чахуру (шупљи цилиндар), а накнадна обрада са неколико ваљака даје елементу потребну дебљину зида и одговарајући пречник.

У последњој фази, врућа челична цев се хлади, сече према одређеним параметрима и преноси у складиште готових производа.
Карактеристике производње хладно деформисаних цеви
Почетна фаза процеса производње бешавних челичних цеви хладном деформацијом је идентична „врућој“ верзији. Међутим, након проласка кроз млин за пирсинг, рукав се одмах хлади и све остале операције се изводе у хладном окружењу.
Када је цев у потпуности формирана, мора се жарити, прво загрејати до температуре рекристализације челика, а затим поново охладити. Након таквих мера, вискозност структуре се повећава, а унутрашњи напони који неизбежно настају током хладне деформације напуштају сам метал.

Тренутно тржиште нуди бешавне хладно ваљане цеви са дебљином зида од 0,3 до 24 мм и пречником од 5 до 250 мм. Њихове предности укључују висок ниво непропусности и способност да издрже висок притисак.
Врсте пресека и премаза
Према врсти попречног пресека, елементи челичних цеви се деле на округле и профилне. Округле су универзалне врсте и имају најширу градацију у пречнику рупе и дебљини зида. Производе се само у индустријским условима од челичних легура и разних адитива који побољшавају физичке карактеристике материјала.

Опсег примене покрива скоро све индустријске и домаће области. Округле челичне цеви различитих пречника користе се за транспорт нафте и гаса, за опремање поуздане изолације комуникационих система било које сложености и величине, за стварање лаких зграда и разних елемената спољашњег и унутрашњег декора.
Профилне цеви су прогресивна врста грађевинског метала овалног, квадратног или правоугаоног пресека.Израђује се од нисколегираног и угљеничног челика, ређе од нерђајућег челика, хладном или топлом деформацијом уздужно заварене електрозаварене гредице округлог калибра.
Формирање се врши пропуштањем дела кроз ваљке који обезбеђују потребан попречни пресек.

Готове челичне цеви се проверавају на интегритет завара и подвргавају се додатној топлотној обради како би се ублажила унутрашња механичка напрезања. Затим се изрезују у складу са потребним димензијама. Да би се побољшала физичка својства челичних цеви, на њих се наноси заштитни премаз.
Најпопуларније врсте укључују:
- цинк (хладно или вруће);
- полиетилен вишеслојни или екструдирани;
- епокси-битумен;
- цементно-песак.
Цинк штити цеви од корозије, полиетилен ствара густ, непробојан слој на површини и спречава уништавање металне структуре, битумен-епоксид смањује утицај лутајућих струја, а цемент-песак штити унутрашњу површину од биолошког прљања.
Стандарди и величине челичних цеви
Постоје посебни стандарди и ГОСТ за ваљане челичне цеви. Ови параметри описују начин производње производа, његове основне димензије, попречни пресек и дебљину зида. На основу ових информација одређује се област употребе одређеног дела.
Параметри за праве шавове заваривања
Производња електрозаварених цеви са равним шавом регулисана је ГОСТ 10704-91. Према његовим информацијама, спољни пречник производа је 10-1420 милиметара, а дебљина зида варира од 1 до 32 милиметра.
Арматура, пречника до 426 милиметара, има мерене и неизмерене дужине. У посебним случајевима се израђују цеви са јачим, ојачаним шавом, али за њих постоји посебан посебан стандард - ГОСТ 10706.

Цеви овог типа се најчешће користе за полагање технолошких комуникационих система са умереним притиском и стварање практичних, практичних и лаганих металних конструкција за различите намене.
Прописи за електро заварене спирално заварене цеви
Производња електрозаварених цеви са спиралним шавом врши се у складу са ГОСТ 8696-74. Спољни пречник таквих производа је 159-2520 милиметара, дебљина зида се креће од 3,5 до 25 милиметара, а дужина је 10-12 метара.

Овако направљене цеви су издржљивије и могу издржати висок притисак. Стандард им омогућава да се користе и за кућне и индустријске сврхе, за стварање поузданих, запечаћених и оперативно стабилних комуникационих система.
Захтеви за бешавне топло обликоване производе
Стандарди за бешавне топло деформисане цеви описани су у ГОСТ 8732-78. Дебљина њихових зидова је 2,5-75 милиметара, а пречник варира од 20 до 550 милиметара. У дужини, мерене и неизмерене, величина се креће од 4 до 12,5 метара.

Цеви овог типа се користе за транспорт високо токсичних супстанци за хемијску производњу. Одсуство шава осигурава да нема цурења и да штетне материје не могу ући у земљу или атмосферу.
Способност лаког издржавања константног високог притиска чини бешавне цеви релевантним за индустрију прераде нафте и гаса.
Стандарди за хладно обрађене бешавне цеви
Хладно ваљане челичне цеви се производе према ГОСТ 8734-75. Спољни пречник арматуре варира од 5 до 250 милиметара, а дебљина зида је 0,3-24 милиметара. Производи се производе у немерним дужинама од 1,5 до 11,5 метара и у мерним дужинама од 4,5 до 9 метара.

Бешавне челичне цеви настале хладном деформацијом показују високу чврстоћу, радну стабилност и поузданост током целог периода употребе.
Особине и карактеристике производа воде и гаса
Цеви за гас и воду се производе према прописима ГОСТ 3262-75. Ова врста ваљаног метала је укључена у посебан стандард само због ужег обима примене.
Спољни пречник производа је 10,2-165 милиметара, а дебљина зида се креће од 1,8-5,5 милиметара. Опсег величина за неизмерене и измерене дужине је исти - од 4 до 12 метара.

Стандард предвиђа производњу не само конвенционалних, већ и поцинкованих цеви за воду и гас.
Монтажа челичних цевовода: основне методе
Процес склапања поузданог, издржљивог и добро функционалног комуникационог система од челичних цеви захтева значајан рад, пуно времена и доступност специфичних професионалних алата.
Материјал је подељен на комаде потребне дужине помоћу резача за цеви. Веза се обично врши на три начина: заваривањем, навојем и прирубницом.
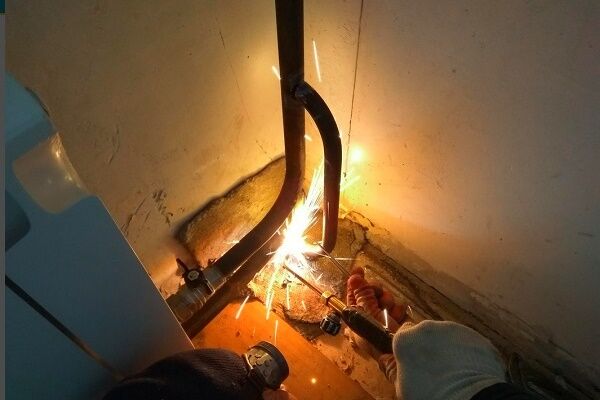
Веза за заваривање
Уградња цеви праћена спајањем свих делова гасом или било којим другим заваривањем сматра се најједноставнијим, најпрактичнијим и приступачним начином уградње.
Овако опремљен систем има висок ниво заптивености, може да издржи значајна радна и вибрацијска оптерећења, не захтева озбиљне мере одржавања и лако се може поправити ако дође до проблема.

Ако се полагање комуникација врши у тешким условима или тешко доступним местима, а заваривање је физички немогуће, користи се навојни (фитинг) или прирубнички начин повезивања потребних делова.
Тхреад фит
Са овом опцијом, цеви се зашрафљују на навој помоћу арматуре различитих типова и именовања. Ово омогућава у будућности да се изврше локални поправци и елиминишу кварови на одређеној локацији, без прибегавања демонтажи целог комуникационог система.

Главна предност методе са навојем уградња система грејања или водоснабдевање је једноставност и доступност. За стварање жељене структуре од челичних цеви и фитинга није потребна посебна опрема, стручно знање или велико искуство у извођењу радова на поправци.
Сав посао је интуитиван и лак за обављање чак и од стране људи који немају одговарајуће квалификације. Навој на челичној цеви Можете га сами исећи. Наш препоручени чланак ће вас упознати са технологијом.
Конструисање система коришћењем прирубница
Други метод повезивања челичних цеви у заједнички комуникациони комплекс укључује употребу прирубница различитих облика и конфигурација (крстови, углови, спојнице итд.).Ови делови су заварени на ивице цеви, вијци одговарајућег калибра се убацују у рупе, а на њих се зашрафљују матице, чиме се обезбеђује прецизно причвршћивање.
Између матице и вијка мора се поставити заптивач. За систем који је одговоран за снабдевање топлом и хладном водом (максимална температура до 100 степени), користе се заптивке од дебелог (око 3 мм) картона.

Прво, део се навлажи водом и осуши. Затим потопите у загрејано уље за сушење 25-30 минута. Након ове процедуре, заптивка добија жељену структуру и служи дуго времена чак и под условима интензивне употребе.
За комуникационе услуге расхладна течност При повишеним температурама (до 450 степени) и базном притиску до 5 МПа користи се материјал паронит заптивке. За системе који транспортују пару са притиском до 0,15 МПа, за заптивање се користи дебео (око 3-6 мм) азбестни картон са густом структуром и добром флексибилношћу.
Да би азбестна заптивка трајала дуже, претходно је премазана графитном мешавином направљеном од природног уља за сушење.

Да би се обезбедио исправан прирубнички спој, главе свих радних вијака се постављају на једну страну, пажљиво водећи рачуна да крајеви вијака вире из матица не више од половине пречника завртња.
Завртње вијака и матица врши се најобичнијим кључем или подесивим кључем. Раставите структуру помоћу истих алата, одвртајући навртке и завртње један по један. Ако је неки од делова прекривен рђом и не може се уклонити, избијте га чекићем.

Заптивка која се покварила током рада се одсече длетом и на његово место се поставља нови део. Приликом демонтаже делују веома пажљиво и пажљиво како део који је остао без причвршћивача не би пао на радника и нанео му штету.
Закључци и користан видео на тему
Основна упутства за рад са челичним цевима за почетнике. Корисни савети и трикови за инсталацију.
Видео детаљно приказује како правилно заварити челичне цеви у различитим положајима. Професионални заваривачи деле своје тајне и принципе рада.
Различите методе повезивања челичних цеви: занимљиве нијансе и препоруке за кућне мајсторе.
Познавајући тачно асортиман челичних цеви који се нуде на тржишту, лако можете одабрати опције производа које су идеалне за формирање потребног комуникационог система.
Да ли бисте желели да причате о томе како сте изабрали цеви од легуре челика за изградњу комуникација у сопственој кући/стану? Да ли имате информације које ће бити корисне посетиоцима сајта? Молимо пишите коментаре у блок испод, постављајте питања, постављајте фотографије на тему чланка.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
У свакодневном животу, челичне цеви постепено уступају место пластичним цевима, са којима је много погодније радити. Али челик такође има своје предности - дуг радни век, чврстоћу, отпорност на ватру, отпорност на корозију.
Отпорност на корозију, озбиљно? Можда сте га помешали са ПВЦ-ом?