Pysty- ja vaakasaumojen hitsaus sähköhitsauksella: vaiheittaiset ohjeet
Sähköhitsaus on tekniikka metallien rakenteen yhdistämiseksi kuumentamalla ja sulattamalla sähkökaarella.Se on levinnyt laajalle kansantalouden eri aloilla, myös yksityisellä sektorilla.
Itse asiassa tällä menetelmällä voidaan hitsata kaikki metallit yhteen, ottaen huomioon valokaaren lämpötila (7000-8000 astetta). Mutta ennen kuin siirryt tähän tekniikkaan, sinun on opittava hitsaamaan pystysuora sauma sähköhitsauksella ja ymmärrettävä vaakasuoran sauman saamiseksi.
Artikkelin sisältö:
Hitsaukset: yleiset määritelmät
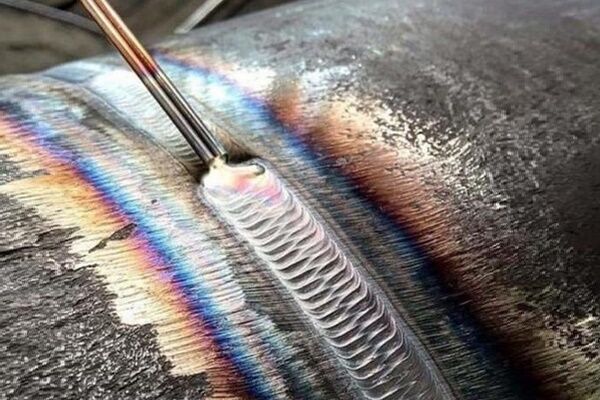
Metallien hitsaustekniikka liittyy läheisesti hitsin käsitteeseen. Tämä muodostuu sähkökaarihitsauksella sulatetun metallin jähmettymisprosessin aikana.
Hitsauksen paikasta riippuen sauma voidaan sijoittaa vaaka- tai pystysuoraan. Lisäksi sauman avaruudellinen sijainti voi olla alhaalla, sivulla tai ylhäällä.

Yksinkertaisin ja helpoin suorittaa hitsaussaumoja pidetään alemman horisontin tasossa. Tällaisissa olosuhteissa sulaa metallia on melko helppo hallita.

Loput vaihtoehdot saumojen sijoittamiseksi tilaan (sivulla ja ylhäällä) tunnustetaan teknisesti vaikeasti toteutettaviksi, mikä edellyttää hitsaustekniikoiden tutkimista ja asiaankuuluvan kokemuksen kehittämistä.
Kuinka hitsata pystysauma?
Hitsauksen ohjauksen vaikeus pystysuoraa saumaa luotaessa johtuu yleisestä fysikaalisesta ilmiöstä - painovoimasta. Tämä vaikuttaa sulan metallin massaan, joka nestemäisessä muodossa ryntää alas.
Tässä ammattihitsaajan toiminta on estää sulaa massaa pääsemästä pois hitsauspaikalta. Tämän tuloksen saavuttamiseen auttaa vakaasti palava sähkökaari, joka pidetään pienimmällä sallitulla etäisyydellä elektrodin päästä hitsausaltaaseen.
Alhaalta ylös -tekniikka
Pystysuora liitos hitsataan yleensä siirtämällä elektrodia alhaalta ylöspäin. Tämä reitti tarjoaa vakaamman ohjauksen, ja sähkökaari pitää sulatuskylvyn luotettavasti paikoillaan estäen leviämisen. Alhaalta ylös kulkemalla on mahdollista muodostaa laadukkain pystysauma.

Tietenkin ennen pystysauman hitsauksen aloittamista sauman rajat tulee valmistella ja käsitellä teknisten vaatimusten mukaisesti. Hitsauskone on säädettävä hitsausolosuhteisiin (asettaa virta, valitse elektrodi).
Aluksi liitosviivaa pitkin tehdään useita pistekiinnityksiä - hitsataan lyhyellä saumalla (1 - 2 cm).Tällaisten toimien tarkoituksena on estää hitsattavien osien siirtyminen kuumennusprosessin aikana lämpötilan muodonmuutoksen vuoksi.

Hitsattaessa liitosta pystysuunnassa elektrodin pitokulma suhteessa tasoon, jolla sauma tulee olemaan, säilyy 45-90º.
Hitsaajan ohjeet määräävät seuraavat toimenpiteet:
- Elektrodin kosketus metalliin sytyttää kaaren.
- "Takit" tehdään 3-4 pisteessä liitosviivaa pitkin sen keskeltä reunoihin.
- Hitsaus alkaa liitoslinjan alimmasta kohdasta.
- Elektrodin isku suunnataan ylöspäin, hitsausallas pidetään työalueella.
Elektrodia tulee viedä eteenpäin kohtuullisella nopeudella. Pääasiallinen nopeuskriteeri on optimaalisen sulatemäärän muodostuminen hitsausaltaassa.
Samanaikaisesti elektrodin pystysuoran iskun kanssa poikittaiset siksak-liikkeet "puolikuussa", "kalanruotossa" tai muussa "kuviossa" ovat sallittuja. Mutta poikittaisiskutekniikka näyttää merkitykselliseltä vain metalleille, joiden seinämän paksuus on yli 4 mm.
On suositeltavaa hitsata metalli pystysaumalla yhdellä kertaa ilman pysähtymistä. Aloitteleville hitsaajille tämä näyttää vaikealta. Kokemusta kertyy kuitenkin nopeasti.
Ylhäältä alas -tekniikka
Kokemuksen saatuaan hitsaajat voivat helposti asettaa pystysuoran sauman siirtämällä elektrodia ylhäältä alas. Mikä temppu tällaisen toimenpiteen suorittamisessa on?
Se on yksinkertaista: kun sytytetään sähkökaappi, elektrodi asetetaan työstötasoon nähden 90º kulmaan.Heti kun metalli kaaren muodostumiskohdassa alkaa sulaa, elektrodin asennuskulmaa muutetaan 15-20º laskemalla pidikettä hieman.

Elektrodin johdotus paksuseinäisten metallien liitoslinjaa pitkin suoritetaan myös "sahahampaan" tai "suorakaiteen" muotoisilla poikittaisilla siksakilla. Jotkut hitsaajat käyttävät "aaltomaista" sulatteen jakautumistekniikkaa.
Samaan aikaan pystysuoran sauman muodostusmenetelmään ylhäältä alas liittyy suuria vaikeuksia hitsaajalle. Monien asiantuntijoiden mukaan hitsaus tässä muodossa antaa kuitenkin parhaan tuloksen laatuindikaattoreiden kannalta.
Vaakasaumahitsaustekniikka
Vaakasuuntaisen sauman hitsauksen ominaisuudet ovat lähes samat kuin pystysuorassa. Tekniset vivahteet - jälleen elektrodien asennuksen kulmien manipulointi.
Liikkeen suunta osien hitsauksen aikana liitoksessa voidaan valita sen vasemmanpuoleisimmalta pisteeltä oikealle tai päinvastoin. Erityisen suunnan valinnan päättää hitsaaja henkilökohtaisen mukavuuden mukaan.

Mutta kuinka vaakasauma hitsataan oikein sähköhitsauksella, jotta sula ei pääse valumaan ulos urasta painovoiman vaikutuksesta?
Tässä hitsaajan on valittava elektrodille paikka, jossa sähkökaaren voima vastaisi metallipisaroiden painovoimaa.Voi olla tarpeen säätää virran voimakkuutta ja valita kokeellisesti elektrodin optimaalinen liikenopeus.
Tyypillisesti vaakasauman hitsaus suoritetaan jatkuvasti, kunnes se on täysin valmis. Jos et kuitenkaan pysty pitämään sulatetta (hitsausallasta) hallinnassa, voit yrittää muuttaa tekniikkaa - vaihtaa iskuon kaaren säännöllisellä sammutuksella.
Kaikki nämä hienovaraisuudet on kehitetty hitsaustyön suorittamisen kokemuksen myötä. Älä siis ole epätoivoinen, jos mikään ei toimi ensimmäisillä yrityksilläsi.

Vaaditun leveyden ja tunkeutumissyvyyden omaavan vaakasauman muodostuminen saavutetaan pääsääntöisesti elektrodin palavan pään huolellisella poikittaisliikkeellä yhden liitetyn osan reunasta toisen reunaan.
Hitsattaessa metallia, jonka paksuus on enintään 4 mm, käytetään erilaisia vaihtoehtoja elektrodin poikittaisen iskun "kuviolle". Tältä osin ei ole erityisiä suosituksia. Tärkeintä on saavuttaa vaadittu sauman leveys ja tunkeutumissyvyys.
Sähkökaari: optimaalisen pituuden säätö
Elektrodin kuuman pään ja metallitason välisen raon kokoa, joka on riittävä sähköpurkauksen muodostumiseen, kutsutaan kaaren pituudeksi. Yksi hitsausopetuksen peruspilareista on optimaalisen kaaren pituuden hallinta.
Teoriassa hitsaustilassa voidaan saada kolme kaarirakoa:
- lyhyt (1-1,5 mm);
- pitkä (3,5-6 mm);
- normaali (2-3 mm).
Lyhyen kaaren polttotilalle on ominaista metallin riittämätön lämmitys sen leveydellä.Tällaisissa tapauksissa sauman reunoja pitkin on niin kutsuttu "alileikkaus" - pieni painauma. Tällaisen vian esiintyminen osoittaa hitsin heikkoja laatuindikaattoreita.

Pitkäkaarihitsaustilaan liittyy yleensä säännöllinen sammutus. Tässä on metallin lievä lämpeneminen syvyydessä. Hyvästä saumanlaadusta ei myöskään tarvitse puhua.
Näin ollen ainoa jäljellä oleva vaihtoehto, johon aloittelevan hitsaajan tulisi keskittyä, on normaali kaaren pituus, joka ei saa olla suurempi kuin Ld = 0,5-1,1 * De (Ld - kaaren pituus; De - elektrodin halkaisija).
Elektrodin asennon säätö
Hitsausprosessi voidaan suorittaa asennossa elektrodi kulma eteenpäin, kulma taaksepäin, oikea kulma. Käyttämällä mitä tahansa näistä kolmesta teknologisesta menetelmästä hitsaaja pystyy luomaan saumoja erilaisissa tuotantoolosuhteissa.

Siten "etukulma" -menetelmää käytetään perinteisesti elementtien yhdistämiseen vaaka- ja pystysaumoilla osien ylemmän sijainnin olosuhteissa avaruudessa (katon hitsaus). Samaa tekniikkaa käytetään menestyksekkäästi kiinteiden putkiliitosten hitsaukseen tai kotitekoiseen rakentamiseen kaasusylinteriuunit.
Pitämällä elektrodia tiukasti suorassa kulmassa (90º), hitsaaja varmistaa, että työ suoritetaan vaikeapääsyisissä paikoissa. Lopuksi "takakulma" -tekniikka mahdollistaa korkealaatuisen hitsaustyön kulmaliitoksissa.
Kun elektrodi asennetaan eteenpäin kulmaan, ne toimivat yleensä ohutseinäisten metallien kanssa. Tässä elektrodin asennossa saadaan leveä, matalasyvyys sauma. Päinvastoin, paksuseinäisillä metalleilla he yrittävät käyttää "takakulma" -tekniikkaa varmistaen, että metalli kuumenee riittävän syvälle.
Virtaparametrit ja elektrodien liike
Virran arvo ja elektrodin liikenopeus ovat merkittäviä sauman laatuun vaikuttavia tekijöitä. Hitsaukseen suurilla virroilla liittyy metallin kuumennus suureen syvyyteen, jonka avulla voit lisätä elektrodin liikenopeutta. Edellyttäen, että virran ja elektrodin liikenopeuden suhde on optimaalinen, saadaan tasainen ja laadukas sauma.
Vastaavuustaulukko virran, elektrodin, metallin paksuuden osalta
| Nykyinen vahvuus, A | Elektrodin halkaisija, mm | Metallin paksuus, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Kun elektrodia siirretään tietyllä nopeudella, kaaren tehon suuruus tulee ottaa huomioon. Liian nopea elektrodin syöttö pienellä teholla ei pysty takaamaan riittävää lämmityslämpötilaa.
Tämän seurauksena metallia ei voida hitsata vaadittuun syvyyteen. Sauma yksinkertaisesti "makaa" pinnalla, tuskin "tarttuen" reunojen reunoihin.

Päinvastoin, olosuhteissa, joissa elektrodi etenee liian hitaasti, syntyy ylikuumenemisilmapiiri, joka uhkaa metallin muodonmuutosta hitsauslinjalla. Jos metallielementeillä on ohut rakenne, voimakas kaari yksinkertaisesti palaa metallin läpi.
Voit harjoitella menestyksekkäästi aloittelevana hitsaajana ja hioa saumantekotaitojasi valmistaa liesi testausta varten, jonka rungon perusta on metalliputki.Suosittelemme, että luet hyödylliset tiedot.
Ohjeita aloittelevalle hitsaajalle
Hitsaustyöt voidaan suorittaa vain sopivilla välineillä.
Vakiosarja sisältää:
- Takki, housut, käsineet, kengät paloturvallisista, kestävistä, vahvoista materiaaleista.
- Päähine, joka peittää pään takaosan kokonaan.
- Erityinen suojanaamio kasvoille ja silmille.
Hitsauksen suorittamiseen tulee käyttää työlaitetta, jonka sähköosa on suljettu luotettavalla kotelolla. Laitteen mukana toimitetuissa sähkökaapeleissa on oltava täydellinen eristys ja niiden on oltava laitteen sähköisten ominaisuuksien mukaisia.
Hitsaajan tila on varustettava työpöydällä, valonlähteillä, maadoitusväylällä, sähköiskusuojalla ja sammutusvälineillä.
Ja ennen työn aloittamista sinun on tutkittava huolellisesti sähköhitsauksen säännöt, harkita ja tutkia menetelmiä ja vaihtoehtoja yhteyksien luomiseen.
Päätelmät ja hyödyllinen video aiheesta
Kutsumme sinut katsomaan videohitsaustyöpajaa: kuinka vaaka- ja pystysaumat hitsataan:
Hitsaajan ei tarvitse olla pätevä, mutta hitsaustekniikoiden taito on suotavaa. Olemassa olevien hitsaustaitojen ansiosta ihmisellä on enemmän mahdollisuuksia toteuttaa erilaisia kotitalousprojekteja.
Halutessasi voit aina opiskella tekniikkaa, ja käytännön kokemus auttaa hallitsemaan työn suorittamisen tekniikan korkealla tasolla.
Haluaisitko kertoa omista kokemuksistasi hitsausten tekemisestä? Tiedätkö prosessin hienovaraisuudet, joita ei mainita artikkelissa? Kirjoita kommentit alla olevaan lohkoon.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}