Električno varjenje za začetnike: nianse varilnih del in analiza glavnih napak
Stanovanje, še posebej zasebna hiša, potrebuje redno vzdrževanje in popravila.Domači mojster mora biti generalist, sposoben opravljati veliko različnih nalog. Zato želijo mojstri obvladati čim več tehnologij.
Ena izmed najbolj iskanih veščin je sposobnost izvajanja varilskih del. Praksa kaže, da je električno varjenje najbolj primerno za začetnike - tehnologija je preprosta in dostopna vsem, ki se želijo naučiti uporabljati. Preden začnete obvladovati metodo, se morate seznaniti s teoretičnimi vidiki vprašanja, se strinjate?
Vse potrebne informacije so podrobno opisane v našem članku. Opisali smo načelo delovanja električnega varjenja in navedli, katero napravo je najbolje izbrati za delo doma. Poleg tega članek vsebuje postopno tehnologijo za varjenje delov, metode za izdelavo šivov in navaja tudi možne napake v sklepih.
Vsebina članka:
Kaj je električno varjenje?
Električno varjenje je eden od načinov varjenja, pri katerem se z električnim oblokom segreje in nato tali kovine. Temperatura slednjega doseže 7000°C, kar je precej višje od tališča večine kovin.
Postopek električnega varjenja poteka na naslednji način. Za oblikovanje in vzdrževanje električnega obloka se tok dovaja iz varilne naprave na elektrodo.

Ko se palica elektrode dotakne površine, ki jo varimo, teče varilni tok. Pod njegovim vplivom in vplivom električnega obloka se elektroda in kovinski robovi elementov, ki jih varimo, začnejo topiti. Iz taline, kot pravijo varilci, nastane zvar, v katerem se staljena elektroda pomeša z osnovno kovino.
Staljena žlindra plava na površini kopeli, ki tvori zaščitno folijo. Po izklopu obloka se kovina postopoma ohladi in tvori šiv, prekrit z lusko. Ko se material popolnoma ohladi, ga očistimo.
Za varjenje lahko uporabljamo netoplotne in tople elektrode. V prvem primeru se polnilna žica vnese v talino, da se tvori varilni šiv, v drugem pa to ni potrebno. Za oblikovanje in naknadno vzdrževanje električnega obloka se uporablja posebna oprema.
Veščine na področju varjenja v domačih razmerah so potrebne za opravljanje širokega spektra del:
Kaj potrebujete za varjenje doma?
Za izvedbo dela boste najprej potrebovali varilni stroj. Obstaja več njegovih sort.
Odločimo se, kateremu bomo dali prednost.
- Varilni generator. Posebnost je zmožnost ustvarjanja električne energije in njene uporabe za ustvarjanje obloka. Uporaben bo tam, kjer ni vira toka. Ima impresivne dimenzije, zato ni zelo priročen za uporabo.
- Varilni transformator. Naprava pretvarja izmenično napetost, dovedeno iz električnega omrežja, v izmenično napetost druge frekvence, ki je potrebna za varjenje. Naprave so enostavne za upravljanje, vendar imajo velike dimenzije in se negativno odzivajo na morebitne skoke omrežne napetosti.
- Varilni usmernik. Naprava, ki pretvori napetost iz električnega omrežja v enosmerni tok, potreben za nastanek električnega obloka. So kompaktni in zelo učinkoviti.
Za delo doma je bolje uporabiti inverterski usmernik. Običajno jih imenujemo preprosto pretvorniki. Oprema ima zelo kompaktne dimenzije. Pri delu je obešena na ramo. Načelo delovanja naprave je precej preprosto.
Pretvarja visokofrekvenčni tok v enosmerni. Delo s to vrsto toka zagotavlja najvišjo kakovost zvara.

Razsmerniki so varčni in delujejo iz gospodinjskega omrežja. Poleg tega je bolje, da z njimi dela začetnik. So izjemno enostavni za uporabo in zagotavljajo stabilen oblok.
Slabosti pretvornikov so višji stroški kot druge naprave, občutljivost na prah, vlago in napetostne prenapetosti. Pri izbiri pretvornika za domače varjenje bodite pozorni na obseg vrednosti varilnega toka. Najmanjša vrednost je 160-200 A.
Dodatne funkcije opreme lahko novincu olajšajo delo.
Med temi prijetnimi "bonusi" velja omeniti:
- Vroči začetek - kar pomeni povečanje začetnega dovedenega toka v trenutku vžiga varilnega obloka. Tako je veliko lažje aktivirati lok.
- Proti sprijemanju — samodejno zmanjša varilni tok, če se elektrodna palica zatakne. To olajša poteg.
- Arc Force - poveča varilni tok, če elektrodo prehitro približamo obdelovancu. V tem primeru do lepljenja ne pride.
Poleg katere koli vrste varilnega stroja boste potrebovali elektrode. Najbolje je, da njihovo blagovno znamko izberete s posebno tabelo, ki označuje vrsto materiala, ki ga varite.
Potrebovali boste tudi varilno čelado. Najboljša je tista, ki gre na glavo. Modeli, ki jih je treba držati v roki, so izjemno neprijetni.

Maska ima lahko preprosto zatemnjeno steklo ali tako imenovani "kameleon". Slednja možnost je boljša, saj ko se pojavi lok, steklo samodejno potemni.
Delati je treba samo v posebnih oblačilih, ki ščitijo pred brizgami in ultravijoličnim sevanjem. To so lahko debeli bombažni kombinezoni, škornji ali visoki škornji, platnene ali gumirane rokavice.
Članek za vas: 10 najboljših mask za varilce: ocena, fotografija, cena. TOP 10 najboljših varilnih elektrod.
Tehnologija električnega varjenja
Bolje se je naučiti pravilno variti dele z električnim varjenjem pod vodstvom izkušenih varilcev. Če iz nekega razloga to ne deluje, lahko poskusite sami. Najprej morate pravilno organizirati svoje delovno mesto. To je zelo pomembno, saj je varjenje visokotemperaturni in zato požarno nevaren postopek.
Za delo morate izbrati delovno mizo ali katero koli drugo podlago iz negorljivega materiala. Lesene mize in podobni izdelki so strogo prepovedani. Priporočljivo je, da v bližini mesta, kjer se bo izvajalo varjenje, ni vnetljivih predmetov.
Ne pozabite postaviti vedra vode blizu sebe, da preprečite morebitne požare. Poleg tega morate določiti varno mesto, kjer bodo shranjeni ostanki uporabljenih elektrod. Tudi najmanjše med njimi lahko povzročijo požar.

Za prve samostojne šive morate pripraviti nepotreben kos kovine in izbrati elektrode zanj. Strokovnjaki priporočajo uporabo palic 3 mm v takih primerih. Manjši premer se uporablja za varjenje tankih pločevin, ki so neprijetne za učenje. Elektrode z večjim premerom zahtevajo opremo z visoko močjo.
Začnemo z odstranjevanjem kovinskega območja, kjer bo šiv. Ne sme biti rje ali kakršne koli kontaminacije.
Ko je del pripravljen, vzemite elektrodo in jo vstavite v objemko varilnega stroja. Nato vzamemo "ozemljitveno" objemko in jo trdno pritrdimo na del. Ponovno preverimo kabel. Mora biti vstavljen v držalo in dobro izoliran.
Zdaj morate izbrati moč delovnega toka za varilni stroj. Izberemo ga glede na premer elektrode. Na plošči varilne opreme nastavimo izbrano moč.
Naslednji korak je vžig obloka. Če želite to narediti, morate elektrodo pripeljati do dela pod kotom približno 60 ° in jo zelo počasi premikati vzdolž baze. Morale bi se pojaviti iskre. Takoj ko se to zgodi, se rahlo dotaknite dela z elektrodo in ga takoj dvignite na višino največ 5 mm.

V tem trenutku utripa lok, ki ga je treba vzdrževati skozi celotno operacijo. Njegova dolžina mora biti 3-5 mm. To je razdalja med koncem elektrode in obdelovancem.
Pri vzdrževanju obloka v delovnem stanju se morate spomniti, da med delovanjem elektroda izgori in postane krajša. Če se elektroda preveč približa obdelovancu, lahko pride do lepljenja. V tem primeru ga morate rahlo zavihteti na stran. Oblok se morda ne bo vžgal prvič. Morda ni dovolj toka, potem ga je treba povečati.
Ko se varilec začetnik nauči vžgati lok in ga vzdrževati v delovnem stanju, lahko začnete variti kroglico. To je najenostavnejša od vseh operacij.Prižgemo lok in začnemo zelo gladko in previdno premikati elektrodo vzdolž prihodnjega šiva.
Hkrati izvajamo nihajna gibanja, ki spominjajo na polmesec z majhno amplitudo. Zdi se, kot da "grabimo" staljeno kovino proti središču loka. Tako bi morali dobiti enakomeren šiv, ki izgleda kot valjček. Na njem bodo majhne kovinske valovitosti. Ko se šiv ohladi, morate vanj udariti lestvico.
Tehnike obločnega varjenja - metode varjenja
Da bi dobili visokokakovosten šiv, se morate naučiti vzdrževati in nato premikati lok. Na kvaliteto še posebej vpliva dolžina električnega obloka. Če je več kot 5 mm, se šteje za dolgo.
V tem primeru pride do nitriranja in oksidacije staljene kovine. Brizgne po kapljicah, zaradi česar je šiv porozen in premalo močan. Če je lok prekratek, lahko pride do pomanjkanja penetracije.

Za izvedbo varjenja se uporabljajo različne tehnike. Oglejmo si glavne podrobno.
Možnost #1: Spodnji čelni spoji
Najpogostejši in najpreprostejši način povezovanja delov. Za debelino kovine do 0,8 cm se uporablja dvostransko varjenje. Pri spojih iz kovine, tanjše od 0,4 cm, se izvaja samo enostransko varjenje.
Za delo so izbrane elektrode, katerih premer je enak debelini kovine. Če presega 8 mm, se varjenje izvede z rezalnimi robovi. V tem primeru je rezalni kot približno 30°.
Varjenje se izvaja v več prehodih. Priporočljivo je, da uporabite odstranljive blazinice iz jekla ali bakra, da preprečite opekline. Prvi prehod se izvede z elektrodo majhnega premera, ne več kot 4 mm.
Pri izdelavi prvega šiva je zelo pomembna njegova natančnost in globina preboja. Po nanosu za robovi ne sme biti stopljene kovine.
Za drugi in vse naslednje prehode se uporabljajo elektrodne palice večjega premera. Izbrani so za kakovostno zapolnjevanje vdolbine med robovi.
Elektroda se počasi premika vzdolž šiva, izvaja oscilatorna gibanja, kot da bi elektrodo zibala z ene strani na drugo, da popolnoma zapolni praznine s staljeno kovino.
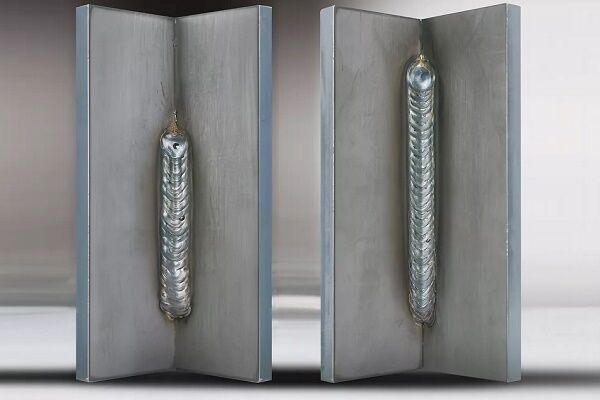
Možnost #2: Spodnji kotni spoji
Izkušeni varilci trdijo, da je mogoče dobre rezultate doseči z varjenjem vogalov "v čolnu". To pomeni, da so deli, ki jih je treba povezati, nameščeni pod kotom 45° ali drugim.
S tem je zagotovljena najkakovostnejša prebojnost sten izdelka, zmanjšana pa je nevarnost podrezovanja in nepredrtosti. Ta metoda varjenja omogoča varjenje velikih prečnih šivov, ki se nanesejo v enem prehodu.

Obstajata dve vrsti varjenja čolna - simetrično in asimetrično:
- Naklon delov je 45°. Verjetnost povešanja ali podrezovanja ene od sten je minimalna. Varjenje povratne in neposredne polarnosti se izvaja pri največjih vrednostih toka. Pri varjenju z obratno polarnostjo mora biti dolžina električnega obloka minimalna.
- Nagib delov pod kotom 60° ali 30° - asimetrični "čoln". Ta možnost je zelo priročna, če se delo izvaja na težko dostopnih mestih, saj je amplituda gibanja elektrode majhna. Varilec usmeri lok do samega korena šiva, pri čemer je treba paziti, da ne preseže meja bodočega šiva. Prav tako ni dovoljeno nanesti preveč kovine v enem prehodu.
Kotni spoji so lahko T-tipa, zato se morate naučiti pravilno in brez napak variti kovino z električnim varjenjem v več prehodih.
Uporaba enega prehoda je možna le pri varjenju enostavnih konstrukcij s stranicami, ki v kotnem zvaru tvorijo kot 45°. Premer elektrode v tem primeru ne sme presegati debeline kovine za več kot 0,15-0,3 cm.
Standardno T-varjenje z več prehodi se izvede na naslednji način. Za prvi prehod se vzame elektroda z večjim premerom od tistih, izbranih za naslednje prehode.Na primer, uporablja se elektroda, katere dimenzije se gibljejo od 0,4 do 0,6 cm.

Varjenje poteka gladko, brez prečnih nihajnih gibov. Pri izvajanju drugih prehodov se nujno izvajajo. Pomembno je, da je amplituda tresljajev znotraj dovoljene širine šiva.
Še ena pomembna točka. Pri T-varjenju na kotnem spoju je treba električni oblok vedno prižgati na vodoravni polici.
Pri električnem varjenju vogalov z lastnimi rokami lahko uporabite prekrivno vrsto povezave. V tem primeru so deli, ki jih je treba zvariti, postavljeni drug na drugega s prekrivanjem. Oblok pri varjenju z direktno polariteto naj bo kratek, pri varjenju z obratno polariteto pa čim krajši. Usmerite lok točno na koren povezave.
Med postopkom varjenja je potrebno z elektrodo izvajati povratne gibe majhne amplitude. To bo omogočilo enakomerno segrevanje celotnega območja spoja. V tem primeru bo zvar enakomerno zapolnjen, šiv pa bo konveksen in polne velikosti.
Možnost #3: navpični šivi
Šivi, usmerjeni navpično, so narejeni samo s kratkim lokom. V tem primeru mora biti delovni tok 10% -20% manjši kot pri varjenju delov v spodnjem položaju. Te zahteve je enostavno razložiti.
Nižja jakost toka pomeni, da staljena tekoča kovina ne bo odtekla iz zvarnega bazena. Manjši lok je bolj priročen za uporabo.

Izkušeni varilci raje varijo navpične šive od spodaj navzgor. Lok se prižge na najnižji točki bodočega šiva. Po tem se pripravi majhna vodoravna ploščad, katere dimenzije ustrezajo prerezu bodočega šiva.
Nato palico elektrode počasi premaknite navzgor. V tem primeru je treba izvesti premike čez povezavo.
Lahko so v obliki ribje kosti, vogala ali polmeseca. Zadnja možnost je najlažja za izvedbo. Poleg tega je pomembno ohraniti pravilen položaj elektrode. Teoretično je preboj najbolje doseči, če je palica nameščena pravokotno na šiv, to je vodoravno.
Za sočelne zvare so značilni naslednji kriteriji:
Praksa kaže, da v tem položaju palice elektrode tekoča kovina teče po šivu. Da bi se temu izognili, je kot nagiba palice izbran v območju 45 ° -50 °. To je optimalna možnost za navpično varjenje. Za varjenje delov v smeri od spodaj navzgor izberite elektrode, katerih premer ne presega 0,4 cm.
Možnost #4: Podrobnosti cevovoda
Doma se morate pogosto spomniti, kako električno variti kovinsko cev. Navpični šiv je običajno narejen na strani dela, vodoravni šiv pa vzdolž oboda. Jeklene cevi čelno varjen. Vsi robovi morajo biti dobro razkuhani.
Da bi zagotovili, da je povešanje znotraj cevi minimalno, se elektroda pripelje do izdelka pod kotom, ki ne presega 45 °. Širina šiva mora biti 0,6-0,8 cm, višina - 0,2-0,3 cm.

Preden začnete z varjenjem, dele, ki jih želite spojiti, temeljito očistite. Konci cevi se pregledajo. Če so deformirane, jih zravnamo oz odrežite z rezalnikom za cevi. Nato se robovi delov očistijo od znotraj in od zunaj do kovinskega sijaja na razdalji najmanj 1 cm od roba. Nato začnite z varjenjem.
Spoj varimo brez prekinitve, dokler ni popolnoma zvarjen. Za nerotacijske spoje cevi s stenami širine do 0,6 mm se izvedeta dva varilna prehoda, za izdelke s stenami širine od 0,6 do 1,2 cm - trije prehodi, za dele s stenami, širšimi od 1,9 cm - štiri prehode.
V tem primeru se vsak naslednji šiv nanese šele po odstranitvi luske s prejšnjega.
Kakovost prvega šiva je najpomembnejša.Med postopkom se morajo vsi robovi in robovi popolnoma stopiti. Ne sme biti nobenih razpok, tudi najmanjših. Če obstajajo, jih pretopijo ali posekajo. Po tem se fragment ponovno zvari. Na enak način se izvaja varjenje rotacijskih cevi.
Možne napake v zvarnih spojih in šivih
Električno varjenje je zapleten postopek in ne gre vedno vse gladko.
Zaradi operativnih napak imajo lahko šivi in sklepi različne napake, vključno z:
- Kraterji. Majhne vdolbine v zvaru. Lahko se pojavijo kot posledica zlomljenega loka ali napake pri izvedbi končnega fragmenta šiva.
- Pore. Varilni šiv postane porozen zaradi kontaminacije robov delov z rjo, oljem itd. Poleg tega se lahko pojavi poroznost, ko se šiv prehitro ohladi, pri visokih hitrostih varjenja in pri delu z neposušenimi elektrodami.
- Podrezki. Videti so kot majhne vdolbine na obeh straneh šiva. Pojavijo se, ko se elektrode premaknejo v smeri navpične stene pri varjenju kotnih spojev. Poleg tega se pri delu z dolgim oblokom ali pri prevelikem varilnem toku pojavijo podrezi.
- Vključki žlindre. Znotraj varilne kroglice so koščki žlindre. To se lahko zgodi, če so robovi umazani, je hitrost varjenja visoka ali varilni tok prenizek.
To so najpogostejše napake pri varjenju, lahko pa obstajajo tudi druge.
Dodatne informacije o varjenju navpičnih in vodoravnih šivov z električnim varjenjem so predstavljene v Ta članek.
Zaključki in uporaben video na to temo
Značilnosti varjenja cevi:
Kako izbrati pravi varilni inverter:
Po želji lahko vsak domači mojster obvlada osnove varjenja. Ni tako težko. Zahtevalo bo potrpljenje, natančnost in seveda natančno izvajanje vseh navodil. Vse bo veliko lažje, če bo proces obvladovanja nove veščine potekal pod vodstvom izkušenega strokovnjaka.
Ali imate osebne izkušnje s povezovanjem delov z električnim varjenjem? Ali želite deliti svoje zbrano znanje ali postaviti vprašanja o temi? Pustite komentarje in sodelujte v razpravah - obrazec za povratne informacije je spodaj.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Hvala vam! Naučil sem se veliko koristnih stvari zase. Kako pravilno variti kvadratne cevi pod kotom 90?
Koristen video po mojem mnenju predvsem za delite.
Hvala vam! Bilo je zelo zanimivo brati.
hvala za info
Dober večer Oprostite, ker sprašujem brez zunanjega predstavnika, vendar ni možnosti…. Prosim odgovorite na vprašanje. Pri varilskih delih in konceptih - popolna nula. A čas je tak, da se moraš lotiti vsega. Treba je bilo variti tanke (1 - 2 mm) železne kovine. Podarjeni italijanski čudež Deca STARFLUX 130AC že dolgo leži naokrog. Izhod na polnjeno žico neposredno iz transformatorja ... Je to normalno? Kako naj pravilno delujejo? Hvala vam….