Електрично заваривање за почетнике: нијансе рада заваривања и анализа главних грешака
Стану, а посебно приватној кући, потребно је редовно одржавање и поправке.Кућни мајстор мора бити генералиста, способан да обавља много различитих задатака. Стога, мајстори желе да савладају што више технологија.
Једна од најтраженијих вештина је способност заваривања. Пракса показује да је електрично заваривање најприкладније за почетнике - технологија је једноставна и доступна свима који желе да науче како да је користе. Пре него што почнете да савладавате метод, требало би да се упознате са теоријским аспектима проблема, зар се не слажете?
Све потребне информације су детаљно описане у нашем чланку. Описали смо принцип рада електричног заваривања и назначили који уређај је најбоље изабрати за рад код куће. Поред тога, чланак даје корак по корак технологију заваривања делова, методе за израду шавова, а такође наводи могуће недостатке у спојевима.
Садржај чланка:
Шта је електрично заваривање?
Електрично је једна од метода заваривања када се електрични лук користи за загревање и накнадно топљење метала. Температура последњег достиже 7000 ° Ц, што је много више од тачке топљења већине метала.
Процес електричног заваривања се одвија на следећи начин. Да би се формирао и одржао електрични лук, струја се доводи од уређаја за заваривање до електроде.

Када шипка електроде додирне површину која се заварива, струја заваривања тече. Под његовим утицајем и утицајем електричног лука, електрода и металне ивице елемената који се заварују почињу да се топе. Од растопа, како кажу заваривачи, формира се заварени базен, у коме се растопљена електрода меша са основним металом.
Растопљена шљака плута на површину купке, чиме се формира заштитни филм. Након што се лук искључи, метал се постепено хлади, формирајући шав прекривен скалом. Након што се материјал потпуно охлади, чисти се.
За заваривање се могу користити непотрошне и потрошне електроде. У првом случају, жица за пуњење се уводи у растоп да би се формирао шав за заваривање, у другом то није потребно. За формирање и накнадно одржавање електричног лука користи се посебна опрема.
За обављање широког спектра послова потребне су вештине из области заваривања у домаћим условима:
Шта је потребно за заваривање код куће?
Да бисте извршили посао, прво ће вам требати апарат за заваривање. Постоји неколико његових варијанти.
Хајде да одлучимо коме да дамо предност.
- Генератор за заваривање. Посебна карактеристика је способност стварања електричне енергије и њено коришћење за стварање лука. Биће корисно тамо где нема тренутног извора. Има импресивне димензије, тако да није баш згодно за употребу.
- Трансформатор за заваривање. Уређај претвара наизменични напон који се напаја из мреже у наизменични напон различите фреквенције, који је неопходан за заваривање. Уређаји су једноставни за руковање, али имају значајне димензије и негативно реагују на могуће скокове мрежног напона.
- Исправљач за заваривање. Уређај који претвара напон из мреже у једносмерну струју неопходну за формирање електричног лука. Они су компактни и веома ефикасни.
За рад код куће, пожељнији је исправљач инвертерског типа. Обично се називају једноставно претварачи. Опрема има веома компактне димензије. Приликом рада, окачен је на раме. Принцип рада уређаја је прилично једноставан.
Он претвара струју високе фреквенције у једносмерну струју. Рад са овом врстом струје обезбеђује најквалитетнији завар.

Инвертори су економични и раде из кућне мреже. Поред тога, боље је да почетник ради са њима. Изузетно су лаки за употребу и пружају стабилан лук.
Недостаци претварача укључују вишу цену од других уређаја, осетљивост на прашину, влагу и ударе струје. Приликом избора инвертера за кућно заваривање обратите пажњу на опсег вредности струје заваривања. Минимална вредност је 160-200 А.
Додатне карактеристике опреме могу олакшати посао почетнику.
Међу овим пријатним „бонусима“ вреди напоменути:
- Хот Старт - што значи повећање почетне струје која се доводи у тренутку запаљења лука заваривања. Ово знатно олакшава активирање лука.
- Анти-Стицк — аутоматски смањује струју заваривања ако је електрода заглављена. Ово олакшава скидање.
- Арц Форце - повећава струју заваривања ако се електрода пребрзо доведе до радног предмета. У овом случају, лепљење се не дешава.
Поред било које врсте апарата за заваривање, биће вам потребне електроде. Најбоље је одабрати њихов бренд помоћу посебне табеле, која указује на врсту материјала који се завари.
Такође ће вам требати кацига за заваривање. Најбољи је онај који иде на главу. Модели које треба држати у руци су изузетно незгодни.

Маска може имати једноставно затамњено стакло или такозвани „камелеон“. Последња опција је пожељнија, јер када се појави лук, стакло аутоматски потамни.
Неопходно је радити само у специјалној одећи која штити од прскања и ултраљубичастог зрачења. То могу бити дебели памучни комбинезони, чизме или високе чизме, платнене или гумиране рукавице.
Чланак за вас: 10 најбољих маски за завариваче: рецензија, фотографија, цена. ТОП 10 најбољих електрода за заваривање.
Технологија електричног заваривања
Боље је научити како правилно заварити делове помоћу електричног заваривања под вођством искусних заваривача. Ако из неког разлога ово не успије, можете покушати сами. Прво морате правилно организовати своје радно место. Ово је веома важно, јер је заваривање процес високе температуре и самим тим опасан од пожара.
Да бисте радили, потребно је да изаберете радни сто или било коју другу подлогу од незапаљивог материјала. Дрвени столови и слични производи су строго забрањени. Препоручљиво је да у близини места где ће се вршити заваривање нема запаљивих предмета.
Обавезно ставите канту воде близу себе да бисте елиминисали могуће пожаре. Поред тога, потребно је да одредите безбедно место где ће се чувати остаци коришћених електрода. Чак и најмањи од њих може изазвати пожар.

За прве независне шавове потребно је припремити непотребан комад метала и одабрати електроде за њега. Стручњаци препоручују коришћење шипки од 3 мм у таквим случајевима. Мањи пречник се користи за заваривање танких лимова, од којих је незгодно учити. Електроде већег пречника захтевају опрему велике снаге.
Почињемо са скидањем површине метала на којој ће се налазити шав. Не би требало да буде рђе или било какве контаминације.
Након што је део припремљен, узмите електроду и уметните је у стезаљку машине за заваривање. Затим узимамо стезаљку за "уземљење" и чврсто је причврстимо на део. Хајде да поново проверимо кабл. Треба га угурати у држач и добро изоловати.
Сада морате да изаберете снагу радне струје за апарат за заваривање. Одабире се према пречнику електроде. Одабрану снагу постављамо на панелу опреме за заваривање.
Следећи корак је паљење лука. Да бисте то урадили, потребно је да доведете електроду до дела под углом од око 60 ° и врло полако је померите дуж базе. Требало би да се појаве варнице. Чим се то деси, лагано додирните део са електродом и одмах га подигните на висину не већу од 5 мм.

У овом тренутку трепери лук, који се мора одржавати током целе операције. Његова дужина треба да буде 3-5 мм. Ово је растојање између краја електроде и радног предмета.
Када одржавате лук у радном стању, морате запамтити да током рада електрода прегорева и постаје краћа. Ако се електрода превише приближи радном предмету, може доћи до лепљења. У овом случају, морате га лагано замахнути у страну. Лук се можда неће упалити први пут. Можда нема довољно струје, онда је треба повећати.
Након што је почетник заваривач научио да запали лук и одржава га у радном стању, можете почети да заварите перлу. Ово је најједноставнија од свих операција.Упалимо лук и почнемо врло глатко и пажљиво померати електроду дуж будућег шава.
Истовремено изводимо осцилаторне покрете налик полумесецу са малом амплитудом. Чини се да „грабљамо“ растопљени метал према центру лука. На овај начин би требало да добијете равномеран шав који личи на ваљак. На њему ће постојати мала таласаста метална опуштеност. Након што се шав охлади, потребно је да ударите вагу у њега.
Технике лучног заваривања – методе заваривања
Да бисте добили висококвалитетан шав, морате научити како да одржавате, а затим померате лук. Дужина електричног лука посебно утиче на квалитет. Ако је више од 5 мм, онда се сматра дугачким.
У овом случају долази до нитрирања и оксидације растопљеног метала. Прска се у капима, чинећи шав порозним и недовољно јаким. Ако је лук прекратак, може доћи до недостатка продора.

За извођење заваривања користе се различите технике. Хајде да детаљно погледамо главне.
Опција #1: Доњи зглобови
Најчешћи и најједноставнији начин повезивања делова. За дебљине метала до 0,8 цм користи се двострано заваривање. За спојеве од метала тањег од 0,4 цм врши се само једнострано заваривање.
За рад се бирају електроде чији је пречник једнак дебљини метала. Ако прелази 8 мм, заваривање се врши резним ивицама. У овом случају, угао сечења је око 30°.
Заваривање се врши у неколико пролаза. Препоручљиво је користити уклоњиве јастучиће од челика или бакра како бисте избегли опекотине. Први пролаз се изводи са електродом малог пречника, не више од 4 мм.
Приликом израде првог шава, његова тачност и дубина продирања су веома важни. Након наношења, иза ивица не би требало да буде спојеног метала.
За други и све наредне пролазе користе се електродне шипке већег пречника. Одабрани су за квалитетно попуњавање удубљења формираног између ивица.
Електрода се полако помера дуж шава, изводећи осцилаторне покрете, као да љуља електроду са једне на другу страну, како би се празнине потпуно попуниле растопљеним металом.
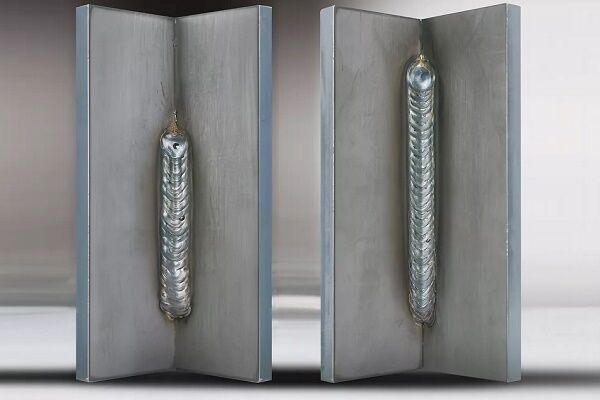
Опција #2: Спојеви доњег угла
Искусни заваривачи тврде да се добри резултати могу постићи заваривањем углова "у чамцу". То значи да су делови који се спајају постављени под углом од 45° или другим.
Тиме се обезбеђује најквалитетнији продор у зидове производа, а смањује се опасност од подрезивања и недостатка продирања. Ова метода заваривања омогућава заваривање шавова великог попречног пресека у једном пролазу.

Постоје две врсте заваривања чамаца - симетрично и асиметрично:
- Нагиб делова је 45°. Вероватноћа опуштања или подрезивања једног од зидова је минимална. Заваривање обрнутог и директног поларитета врши се при максималним вредностима струје. Приликом заваривања обрнутог поларитета, дужина електричног лука треба да буде минимална.
- Нагиб делова под углом од 60° или 30° - асиметрични "чамац". Ова опција је веома згодна ако се рад изводи на тешко доступним местима, јер је амплитуда кретања електроде мала. Заваривач усмерава лук до самог корена шава, а мора се водити рачуна да не прелази границе будућег шава. Такође није дозвољено депоновање превише метала у једном пролазу.
Угаони спојеви могу бити Т-типа, тако да морате научити како правилно и без грешака заварити метал помоћу електричног заваривања у неколико пролаза.
Употреба једног пролаза је могућа само код заваривања једноставних конструкција са страницама које формирају угао од 45° у кутном завару. Пречник електроде у овом случају не може премашити дебљину метала за више од 0,15-0,3 цм.
Стандардно вишепролазно Т заваривање се изводи на следећи начин. За први пролаз узима се електрода већег пречника од оних одабраних за наредне пролазе.На пример, користи се електрода чије димензије варирају од 0,4 до 0,6 цм.

Заваривање се врши глатко, без попречних осцилаторних покрета. Приликом извођења других пролаза, они се нужно изводе. Важно је да амплитуда вибрација буде унутар дозвољене ширине шава.
Још једна значајна тачка. Приликом Т-заваривања на угаоном споју, електрични лук увек треба запалити на полици постављеној хоризонтално.
Када радите електрично заваривање углова сопственим рукама, можете користити преклапајући тип везе. У овом случају, делови који се заварују постављају се један на други са преклапањем. Лук при заваривању директног поларитета треба да буде кратак, а при заваривању обрнутог поларитета треба да буде што краћи. Усмерите лук тачно до корена везе.
Током процеса заваривања потребно је електродом извршити повратне покрете мале амплитуде. Ово ће омогућити равномерно загревање целог подручја зглоба. У овом случају, заварени базен ће бити равномерно испуњен, а шав ће бити конвексан и пуне величине.
Опција #3: вертикални шавови
Шавови усмерени вертикално се израђују само кратким луком. У овом случају, радна струја треба да буде 10% -20% мања него код заваривања делова у доњем положају. Ове захтеве је лако објаснити.
Мања јачина струје значи да растопљени течни метал неће исцурити из завареног базена. Мањи лук је погоднији за употребу.

Искусни заваривачи преферирају заваривање вертикалних шавова одоздо према горе. Лук је запаљен на најнижој тачки будућег шава. Након тога се припрема мала хоризонтална платформа, чије димензије одговарају попречном пресеку будућег шава.
Затим полако померите електроду нагоре. У овом случају морају се извршити покрети преко везе.
Могу бити у облику рибље кости, угла или полумесеца. Последња опција је најлакша за имплементацију. Поред тога, важно је одржавати исправан положај електроде. Теоретски, продор се најбоље постиже ако је шипка постављена окомито на шав, односно хоризонтално.
Чеони завари карактеришу следећи критеријуми:
Пракса показује да у овом положају штапа електроде течни метал тече низ шав. Да би се то избегло, угао нагиба штапа се бира у опсегу од 45 °-50 °. Ово је оптимална опција за вертикално заваривање. За заваривање делова у правцу одоздо према горе, изаберите електроде чији пречник не прелази 0,4 цм.
Опција #4: Детаљи цевовода
Код куће, често морате запамтити како електрично заварити металну цев. На страни дела се обично прави вертикални шав, а по обиму хоризонтални шав. Челичне цеви сучеоно заварени. Све ивице морају бити добро прокуване.
Да би се осигурало да је опуштање унутар цеви минимално, електрода се доводи до производа под углом не већим од 45 °. Ширина шава треба да буде 0,6-0,8 цм, висина - 0,2-0,3 цм.

Пре почетка заваривања, делови који се спајају се темељно чисте. Крајеви цеви се прегледају. Ако су деформисани, исправљају се или исећи помоћу резача за цеви. Затим се ивице делова чисте изнутра и споља до металног сјаја на удаљености од најмање 1 цм од ивице. Затим почните са заваривањем.
Спој се завари без прекида док се потпуно не завари. За неротирајуће спојеве цеви са зидовима ширине до 0,6 мм изводе се два пролаза заваривања, за производе са зидовима ширине од 0,6 до 1,2 цм - три пролаза, за делове са зидовима ширим од 1,9 цм - четири пролаза.
У овом случају, сваки следећи шав се примењује тек након што је скала уклоњена са претходног.
Квалитет првог шава је најважнији.Током процеса, све тупе ивице треба да се потпуно истопе. Не би требало бити пукотина, чак и најмањих. Ако постоје, истопљени су или исечени. Након чега је фрагмент поново заварен. На исти начин се врши заваривање ротационих цеви.
Могући недостаци у заваривачким спојевима и шавовима
Електрично заваривање је сложен процес и не иде увек све глатко.
Као резултат оперативних грешака, шавови и спојеви могу имати различите недостатке, укључујући:
- Кратери. Мала удубљења у зрну вара. Могу се појавити као резултат сломљеног лука или грешке у извршењу завршног фрагмента шава.
- Поре. Заварени шав постаје порозан као резултат контаминације ивица делова рђом, уљем итд. Осим тога, порозност се може појавити када се шав охлади пребрзо, при великим брзинама заваривања и при раду са неосушеним електродама.
- Ундерцутс. Изгледају као мала удубљења са обе стране перле шава. Појављују се када се електроде померају у правцу вертикалног зида приликом заваривања угловних спојева. Поред тога, подрезивање се јавља када се ради са дугим луком или када је струја заваривања превисока.
- Укључци шљаке. Унутар зрна за заваривање постоје комади шљаке. Ово се може десити ако су ивице прљаве, брзина заваривања је велика или је струја заваривања прениска.
Ово су најчешћи дефекти завара, али могу бити и други.
Додатне информације о заваривању вертикалних и хоризонталних шавова електричним заваривањем дате су у Овај чланак.
Закључци и користан видео на тему
Карактеристике заваривања цеви:
Како одабрати прави инвертер за заваривање:
По жељи, сваки домаћи мајстор може савладати основе заваривања. Није тако тешко. То ће захтевати стрпљење, тачност и, наравно, прецизно извршење свих упутстава. Све ће бити много лакше ако се процес савладавања нове вештине одвија под вођством искусног специјалисте.
Да ли имате лично искуство у повезивању делова електричним заваривањем? Да ли желите да поделите своје стечено знање или поставите питања на ту тему? Оставите коментаре и учествујте у дискусијама - образац за повратне информације се налази испод.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Хвала вам! Научио сам много корисних ствари за себе. Како правилно заварити квадратне цеви под углом од 90?
Користан видео, по мом мишљењу, посебно за делицијате.
Хвала вам! Било је веома занимљиво за читање.
Хвала за инфо
Добар дан Извините што питам без спољног представника, али нема опција... Одговорите на питање. У раду и концептима заваривања - потпуна нула. Али време је такво да мораш да преузмеш све. Постојала је потреба за заваривањем танког (1 - 2 мм) црног метала. Донирано италијанско чудо Деца СТАРФЛУКС 130АЦ већ дуго лежи. Излаз на жицу са пуњеним језгром директно из трансформатора... Да ли је то нормално? Како треба да раде исправно? Хвала вам….